1、当您付费下载文档后,您只拥有了使用权限,并不意味着购买了版权,文档只能用于自身使用,不得用于其他商业用途(如 [转卖]进行直接盈利或[编辑后售卖]进行间接盈利)。2、本站所有内容均由合作方或网友上传,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。3、如文档内容存在违规,或者侵犯商业秘密、侵犯著作权等,请点击“违规举报”。
碎片内容
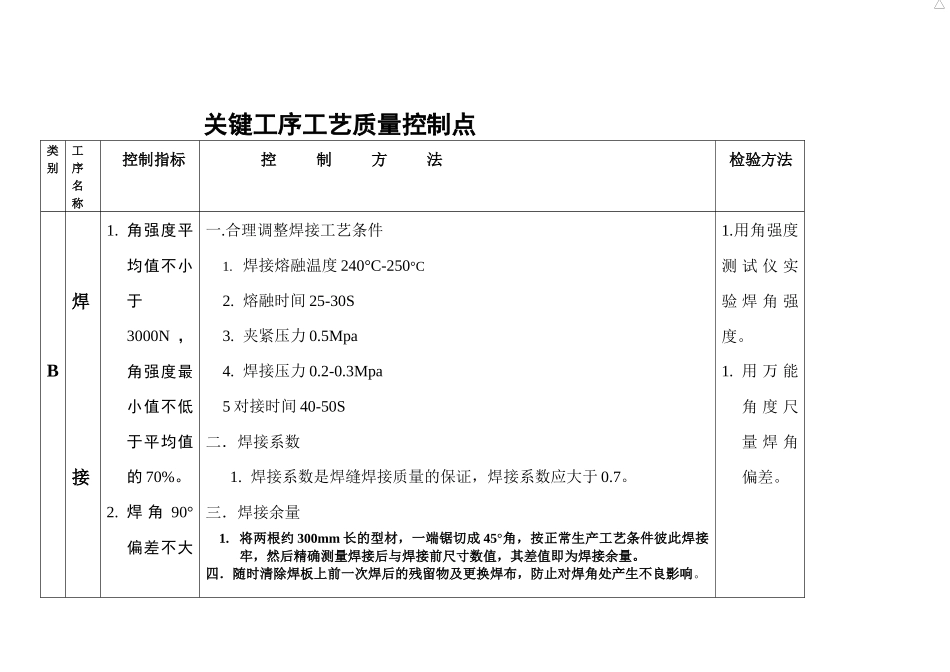
关键工序工艺质量控制点类别工序名称控制指标 控 制 方 法 检验方法B焊接1
角强度平均值不小于3000N ,角强度最小值不低于平均值的 70%
焊 角 90°偏差不大一
合理调整焊接工艺条件1
焊接熔融温度 240°C-250°C2
熔融时间 25-30S3
夹紧压力 0
焊接压力 0
3Mpa5 对接时间 40-50S二.焊接系数1
焊接系数是焊缝焊接质量的保证,焊接系数应大于 0
三.焊接余量1
将两根约 300mm 长的型材,一端锯切成 45°角,按正常生产工艺条件彼此焊接牢,然后精确测量焊接后与焊接前尺寸数值,其差值即为焊接余量
四.随时清除焊板上前一次焊后的残留物及更换焊布,防止对焊角处产生不良影响
用角强度测 试 仪 实验 焊 角 强度
用 万 能角 度 尺量 焊 角偏差
五.正确调整定位靠板角度和位置及模板垫块位置
欢迎光临小店,本店以公文和教育为主,希望符合您的需求。