医疗气体管道施工技术总结**医院二部病房搂工程医疗气体管道均采纳不锈钢无缝钢管,连接管件为不锈钢无缝冲压管件,氩弧焊接
该工艺防腐性能好,达到洁净度高
一、施工准备 1
配合土建工种确定各种管道在梁、墙及楼板等处预留孔洞及套管位置、尺寸,管道支、吊架在墙楼板上的预留位置,固定卡预埋位置等
在楼地面、墙内错漏、堵塞或设计增加的埋管,必须在墙、板抹灰面层前埋好
根据材料的品种性能,对比相应的法律规范,检查进场材料的外观质量、性能参数等,经检查核实后方能用于工程施工
管道需预先加工好
A、不锈钢管的切断可采纳锋钢锯断或砂轮切割,不可用氧-乙炔焰切割
B、不锈钢管道弯曲,小直径管道装芯棒或灌砂用手动变管器或电动弯管机进行弯曲;直径≥50mm 的不锈钢管应灌砂加热后再弯曲,灌砂时用木榔头敲打、充实
C、不锈钢管变径不允许摔制,使用成品管件
D、将不锈钢管焊接
手工电弧焊填充盖面,不锈钢管口焊接后进行酸洗和钝化处理,最后进行焊接检验
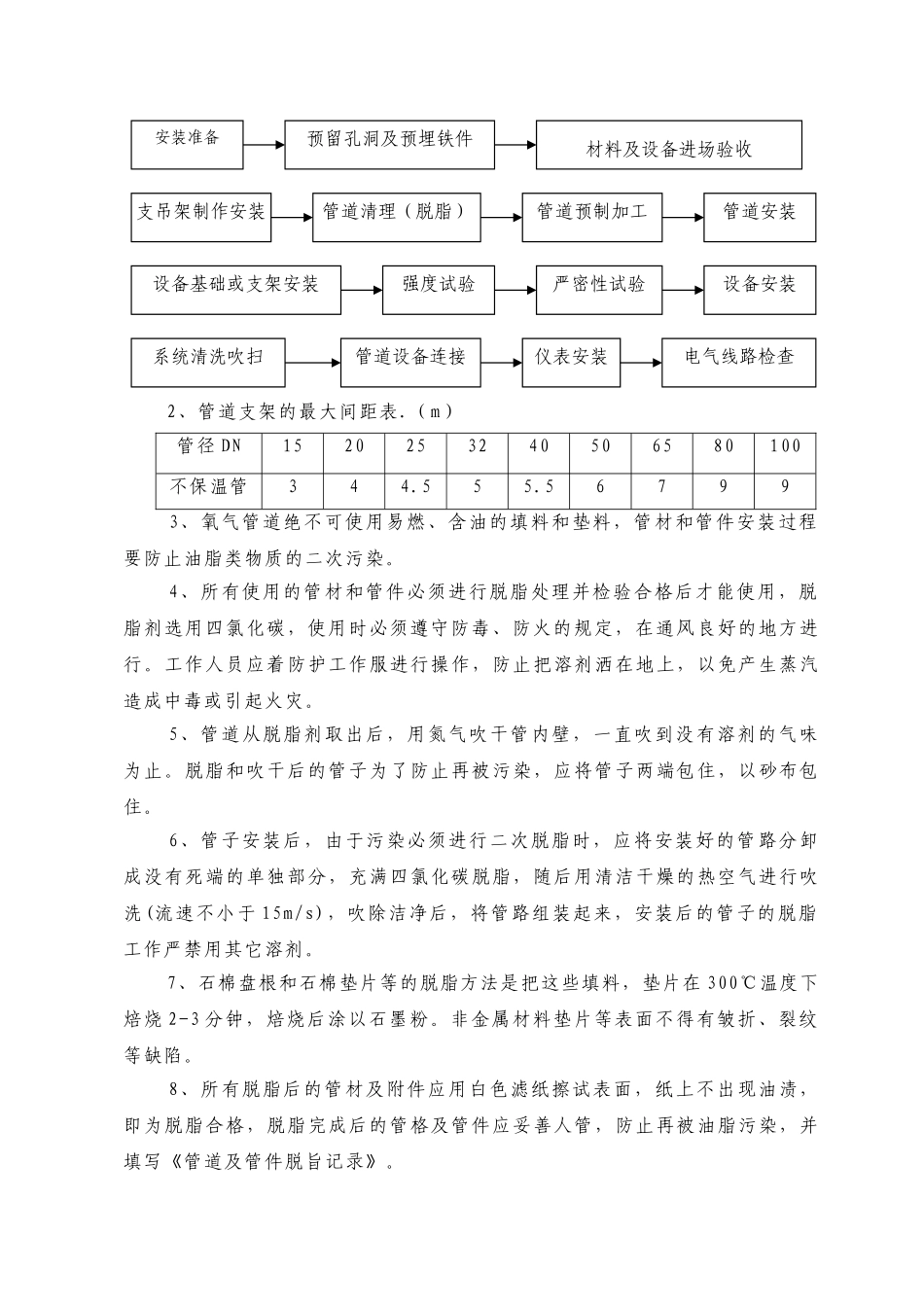
二、工艺流程及操作要点 1、工艺流程医疗气体管道施工工艺流程如下所示: 2、管道支架的最大间距表
(m) 管径 DN1520253240506580100不保温管344
56799 3、氧气管道绝不可使用易燃、含油的填料和垫料,管材和管件安装过程要防止油脂类物质的二次污染
4、所有使用的管材和管件必须进行脱脂处理并检验合格后才能使用,脱脂剂选用四氯化碳,使用时必须遵守防毒、防火的规定,在通风良好的地方进行
工作人员应着防护工作服进行操作,防止把溶剂洒在地上,以免产生蒸汽造成中毒或引起火灾
5、管道从脱脂剂取出后,用氮气吹干管内壁,一直吹到没有溶剂的气味为止
脱脂和吹干后的管子为了防止再被污染,应将管子两端包住,以砂布包住
6、管子安装后,由于污染必须进行二次脱脂时,应将安装好的管路分卸成没有死端的单独部分,充满四氯化碳脱脂