第四章 倒扣得处理有些制品中有侧向得倒扣部位,部分情况下,假如倒扣部位较小,形状尺寸精度要求较低,强制顶出不至于破坏制品形状,可以采纳强制顶出脱模
若制品形状尺寸精度要求较高,或者侧向有较大得凸凹部位,则必须设计侧向分型与抽芯机构
针对制品不同得结构形状与要求,可以设计滑块、斜方、弹位等机构解决问题
一、滑块(行位)一
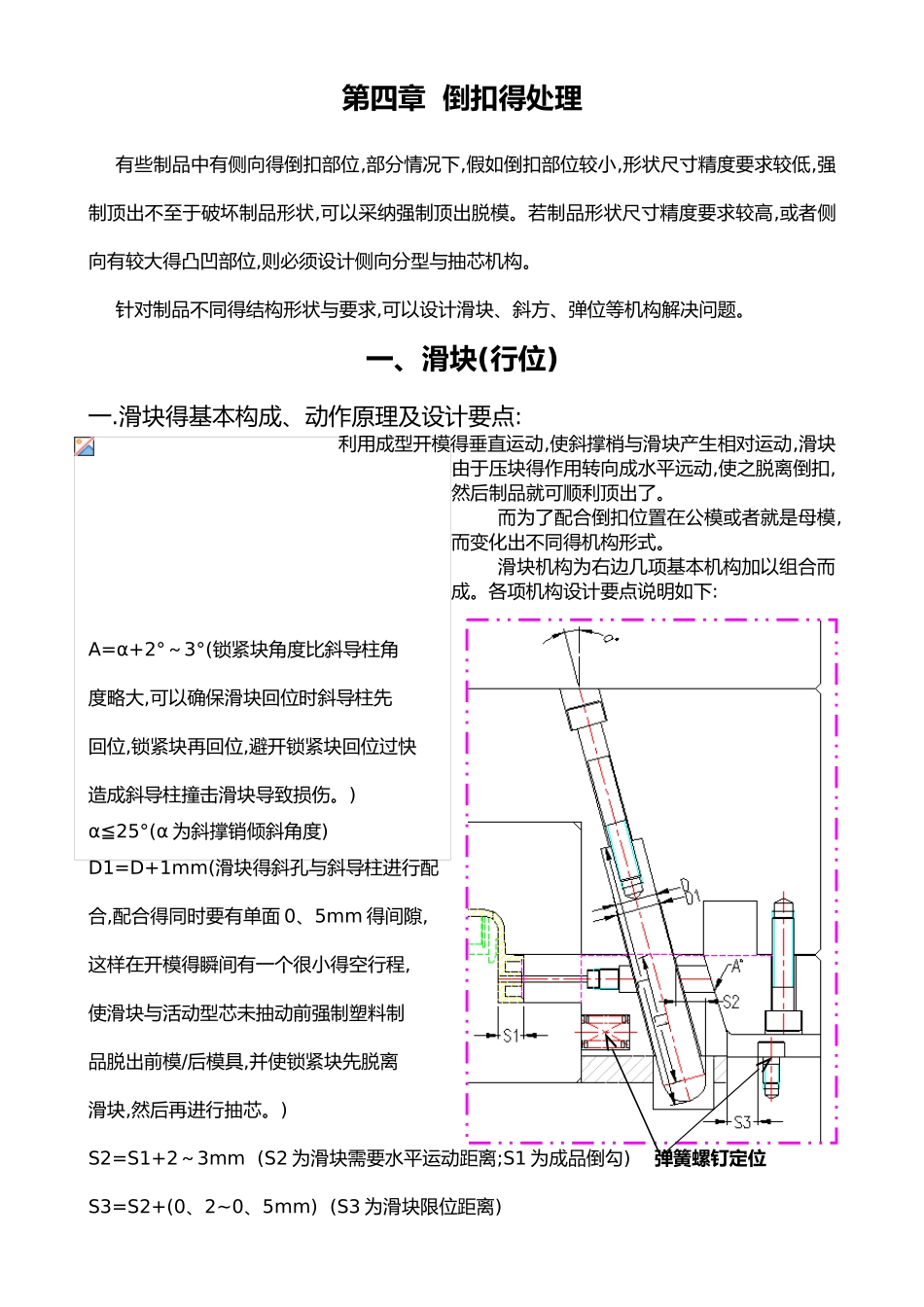
滑块得基本构成、动作原理及设计要点: 利用成型开模得垂直运动,使斜撑梢与滑块产生相对运动,滑块由于压块得作用转向成水平远动,使之脱离倒扣,然后制品就可顺利顶出了
而为了配合倒扣位置在公模或者就是母模,而变化出不同得机构形式
滑块机构为右边几项基本机构加以组合而成
各项机构设计要点说明如下:A=α+2°~3°(锁紧块角度比斜导柱角度略大,可以确保滑块回位时斜导柱先回位,锁紧块再回位,避开锁紧块回位过快造成斜导柱撞击滑块导致损伤
)α≦25°(α 为斜撑销倾斜角度)D1=D+1mm(滑块得斜孔与斜导柱进行配合,配合得同时要有单面 0、5mm 得间隙,这样在开模得瞬间有一个很小得空行程,使滑块与活动型芯未抽动前强制塑料制品脱出前模/后模具,并使锁紧块先脱离滑块,然后再进行抽芯
)S2=S1+2~3mm (S2 为滑块需要水平运动距离;S1 为成品倒勾) 弹簧螺钉定位S3=S2+(0、2~0、5mm) (S3 为滑块限位距离)锁紧块得作用:由于制品在成型机注射时产生很大得压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品得尺寸及外观(如跑毛边),因此滑块应采纳锁紧块定位
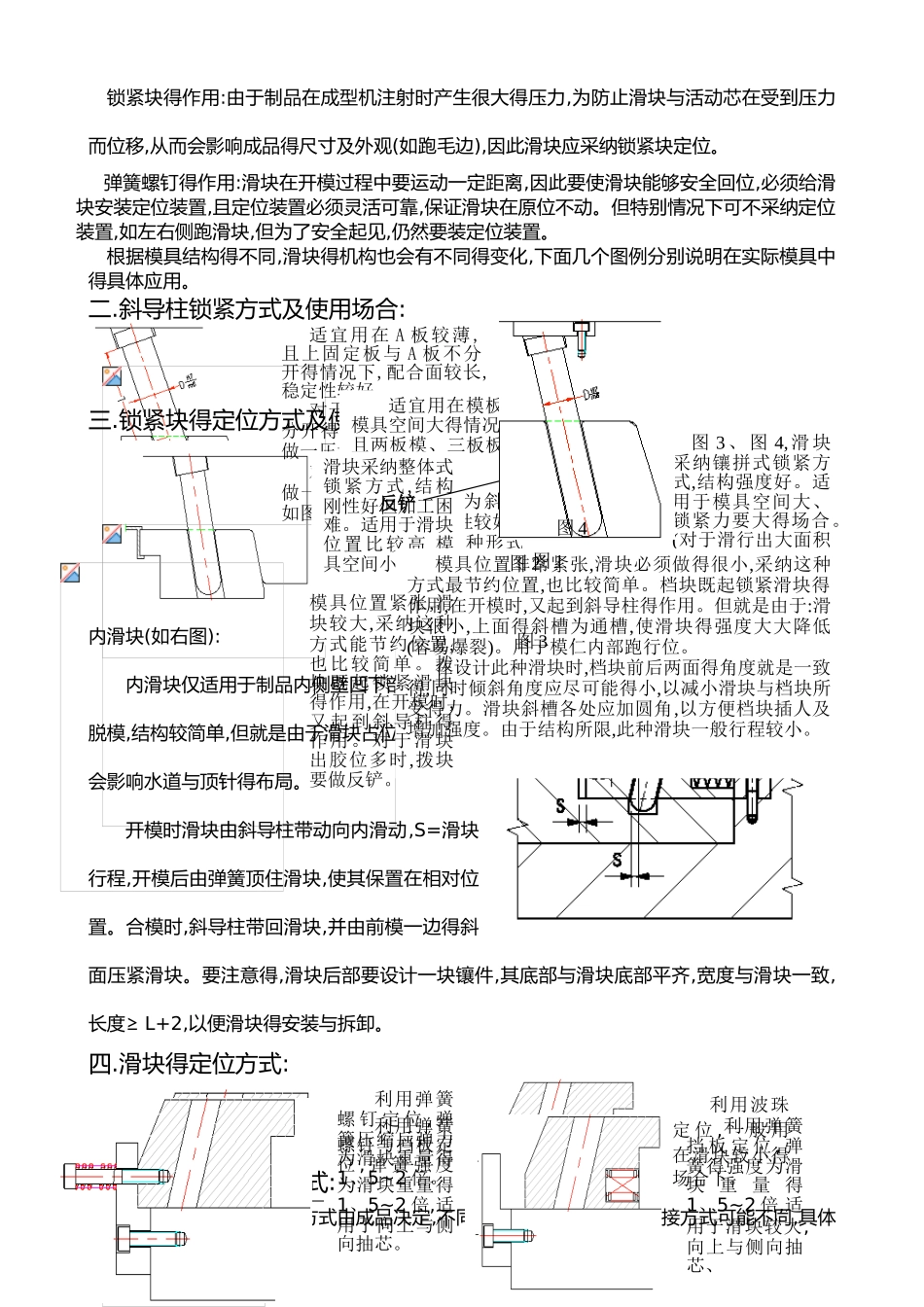
弹簧螺钉得作用:滑块在开模过程中要运动一定距离,因此要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动
但特别情况下可不采纳定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置
根据模具结构得不同,滑块得机构也会有不同得变化,下面几个图例分别说明在实