焊接材料质量控制1 焊材管理1
1 焊材检验及存放保管a)入库材料应具有合格质量证明文件,对法律规范要求复验的焊接材料进行复验
b)焊条、焊丝应按种类、牌号、批号、规格、入库时间分类存放保管,明确标志
焊材库应配置空气温湿度记录仪,库房内温度保持在 5℃以上,湿度不超过 60%
焊条、焊丝应存放在架子上,架子离地面和墙面的距离应不小于 300mm,架子上宜放置干燥剂
c)由专人负责,统一管理,作好记录,材料工程师定期进行检查
2 焊条烘干:焊条使用前根据焊条说明书要求的参数进行烘干;1
3 焊材发放:a)焊条开箱或焊丝拆捆零发,应由保管员作标记移植并签章确认,注明移植日期;b)活动焊条库保管员依据《焊材领用卡》向电焊工发放经烘焙后的焊条,同时填写《焊条发放记录》并让电焊工签章确认;c)电焊工必须用焊条保温筒领取焊条,一个焊条保温筒一次只能存放一种牌号的焊条,且不得超过3公斤
钨极氬弧焊用焊丝,一次领用数量不得超过 1
5kg;熔化极气体保护焊用焊丝,一次领用数量不得超过一盘
d)焊工凭施工员签发的《焊材发放卡》领取焊材
焊条用焊条桶领取,在保温桶中的存放时间控制在 4h 以内
焊材发放人员作好发放记录
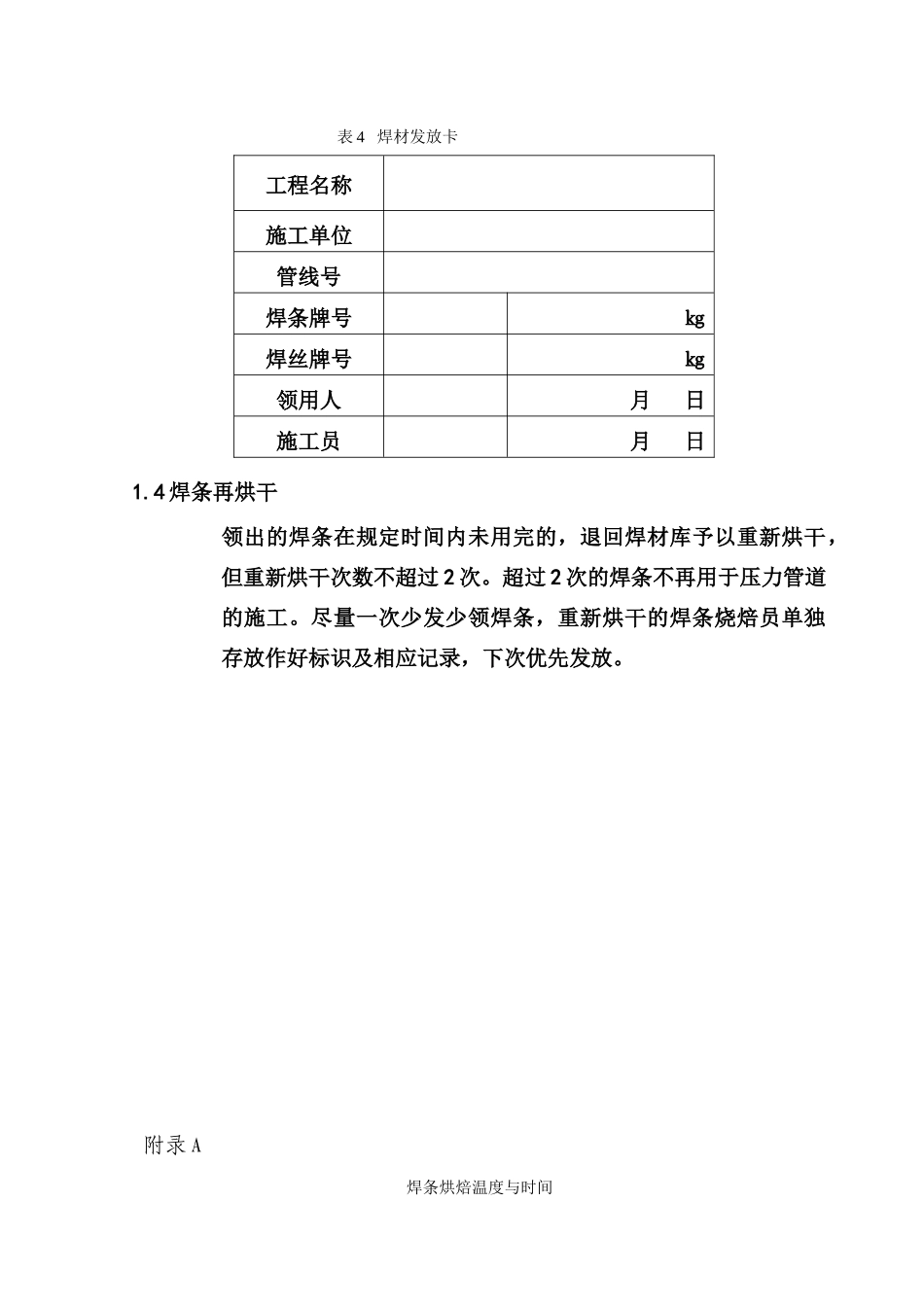
《焊材发放卡》样表见表 4
表 4 焊材发放卡工程名称施工单位管线号焊条牌号㎏焊丝牌号㎏领用人月 日施工员 月 日1
4 焊条再烘干领出的焊条在规定时间内未用完的,退回焊材库予以重新烘干,但重新烘干次数不超过 2 次
超过 2 次的焊条不再用于压力管道的施工
尽量一次少发少领焊条,重新烘干的焊条烧焙员单独存放作好标识及相应记录,下次优先发放
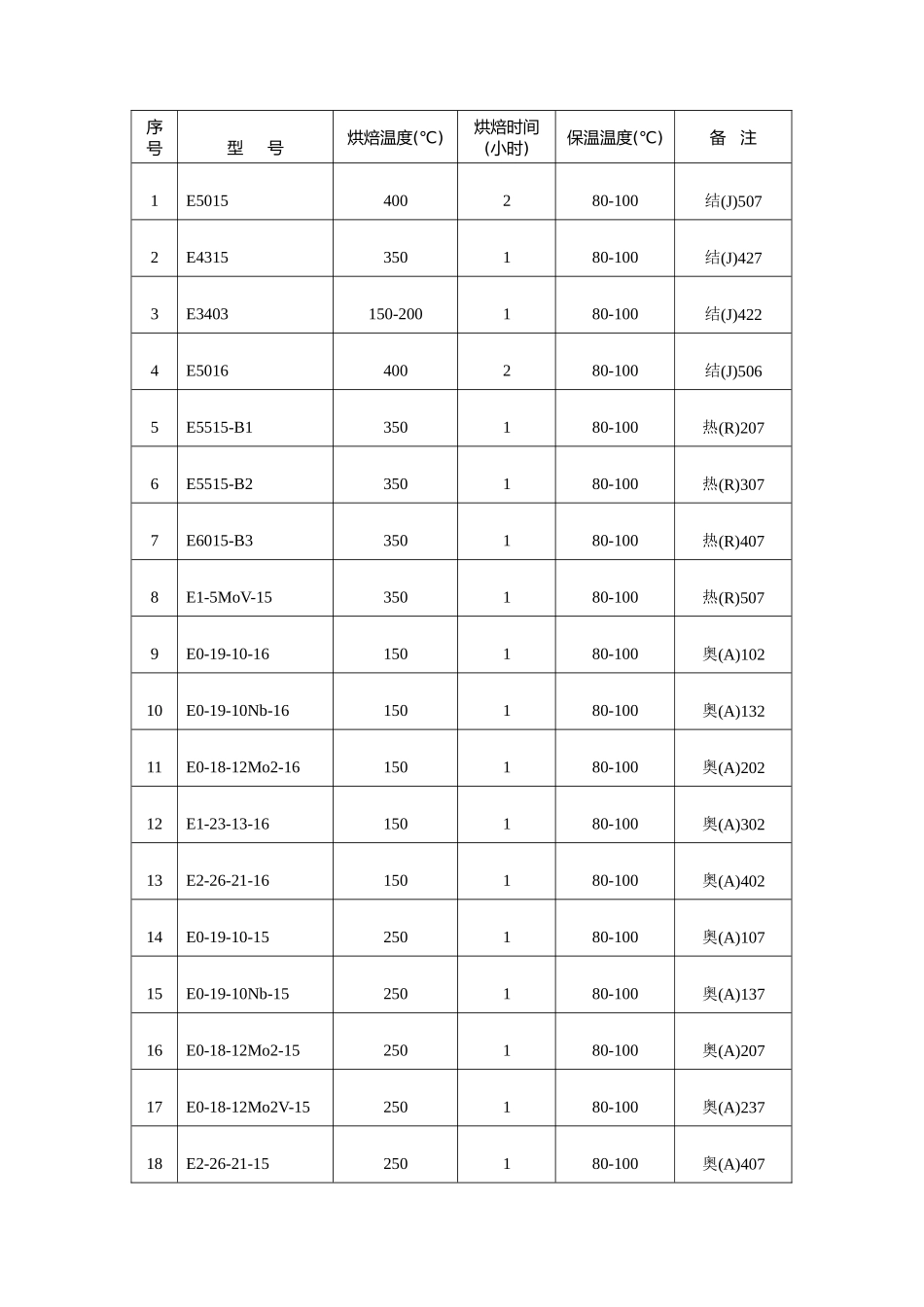
附录 A焊条烘焙温度与时间序号型 号烘焙温度(℃)烘焙时间(小时)保温温度(℃)备 注1E5015400280-100结(J)5072E4315350180-100结(J)4273E3403150-200180-100结(J)422