焊接箱形截面的组装施工工艺1 适用范围:本规程适用于钢结构构件采纳焊接箱形截面(BOX)的施工工艺
2 施工准备、1、 材料(1) 钢材的品种、规格、性能应符合设计要求和国家现行有关产品标准的规定;进口钢材产品的质量应符合设计和合同规定的要求;均应具有产品质量合格证明文件
(2) 焊接材料包括焊条、焊丝、焊剂和焊接保护气体等,均必须具有产品质量合格证明文件、生产厂名及产品使用说明书等
① 焊条应符合国家现行标准《碳钢焊条》GB/T5117、《低合金钢焊条》GB/T5118的规定;② 焊丝和焊剂:埋弧自动焊和气体保护焊焊丝的各项性能指标,应分别符合《埋弧焊用碳钢焊丝和焊剂》GB/T5293、《埋弧焊用低合金钢焊丝和焊剂》GB/12470、《熔化焊用钢丝》GB/T14957《气体保护焊用焊丝》GB/T8110 的各项规定
被选用的焊丝牌号必须与相应的钢材等级、焊剂和保护气体的成分相匹配
③ CO2 气体应符合《焊接用二氧化碳》HG/T2537 的规定
(3) 配套材料:引弧、引出板、定位板等
2、 主要机具:箱形钢组立机、隔板组立机、端面铣床、定位焊用焊机、电渣焊机、砂磨机、烤枪、碳刨等
3、 主要量具:钢尺、平尺、塞尺、角尺、焊缝量规等
3 操作工艺1、零件下料(1) 零件下料可采纳数控等离子切割机、数控火焰切割机及火焰直条切割机进行切割加工,切割质量应符合下表要求:项 目允许偏差备 注零件宽度,长度±2
0切割面平面度0
05T,且不大于 1
5T为板厚割纹深度0
2局部缺口深度1
0与板面垂直度不大于 0
025T条料侧弯不大于 3mm(2) 对箱形柱的翼板、腹板采纳直条切割机两侧同时垂直下料,对不规则件采纳数控切割机进行下料,但应对首件进行跟踪检查
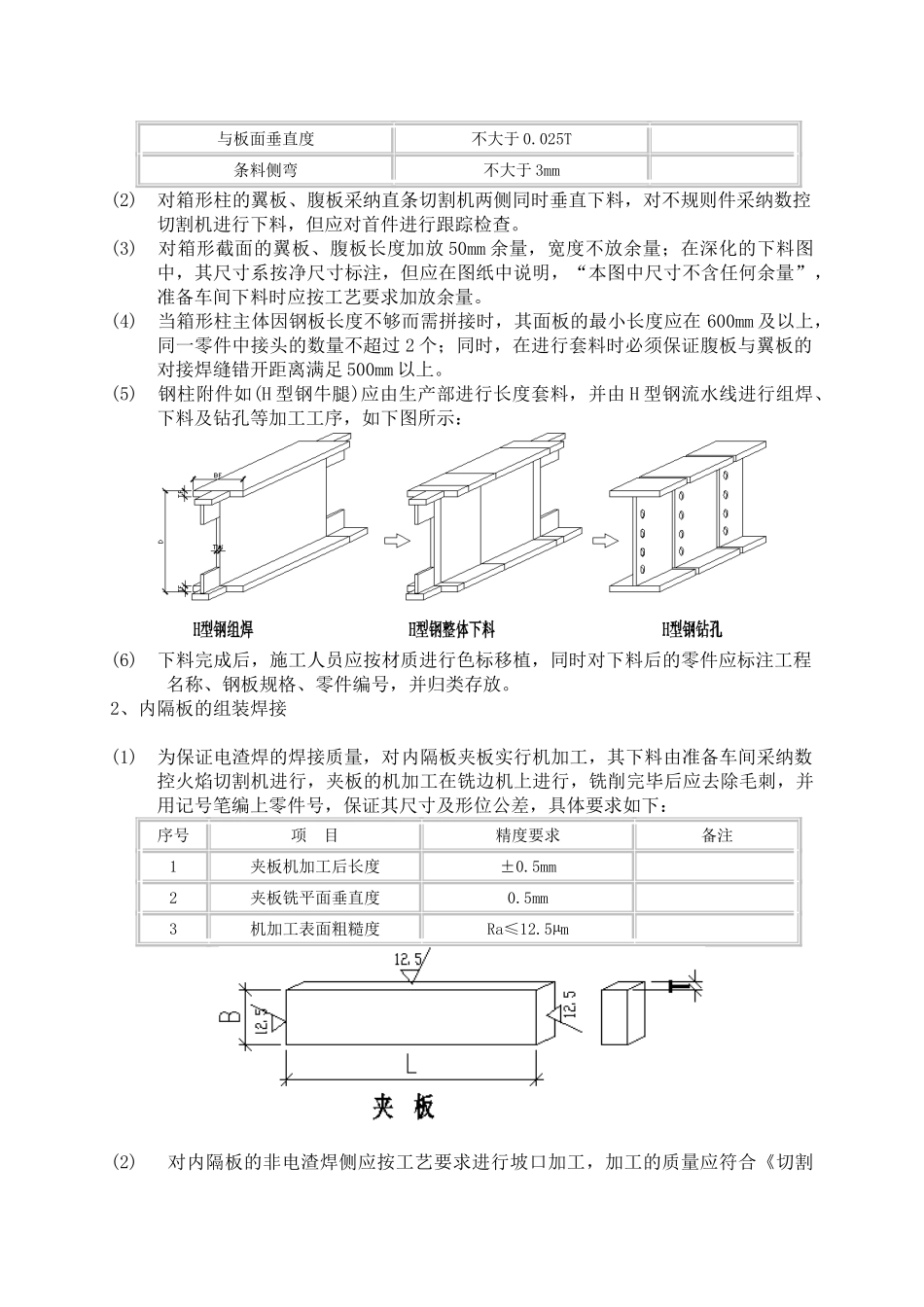
(3) 对箱形截面的翼板、腹板长度加放 50mm 余量,宽度不放余量;在深化的下料图中,其尺寸系按净尺寸