技 术 交 底 记 录表 C2-1编号工程名称交底日期2010 年 8 月 7 日施工单位分项工程名称电渣压力焊交底提要电渣压力焊的施工准备、施工方法、质量要求交底内容: 1
施工方法:1
1 工艺流程:检查设备电源→钢筋端头制备→选择焊接参数→安装焊接卡具和钢筋→要放焊剂罐,填装焊剂→试焊作试件→确定焊接参数→施焊→回收焊剂→质量检查
2 直径≥Φ14 的钢筋采纳电渣压力焊接头
1 钢筋的下料:钢筋的端头用无齿锯切除,无弯曲、马蹄形
钢筋在断料时要多下50mm,防止接头不合格时切除重焊
3 焊接过程:闭合电路→引弧→电弧过程→电渣过程→挤压断电
4 操作要点:1
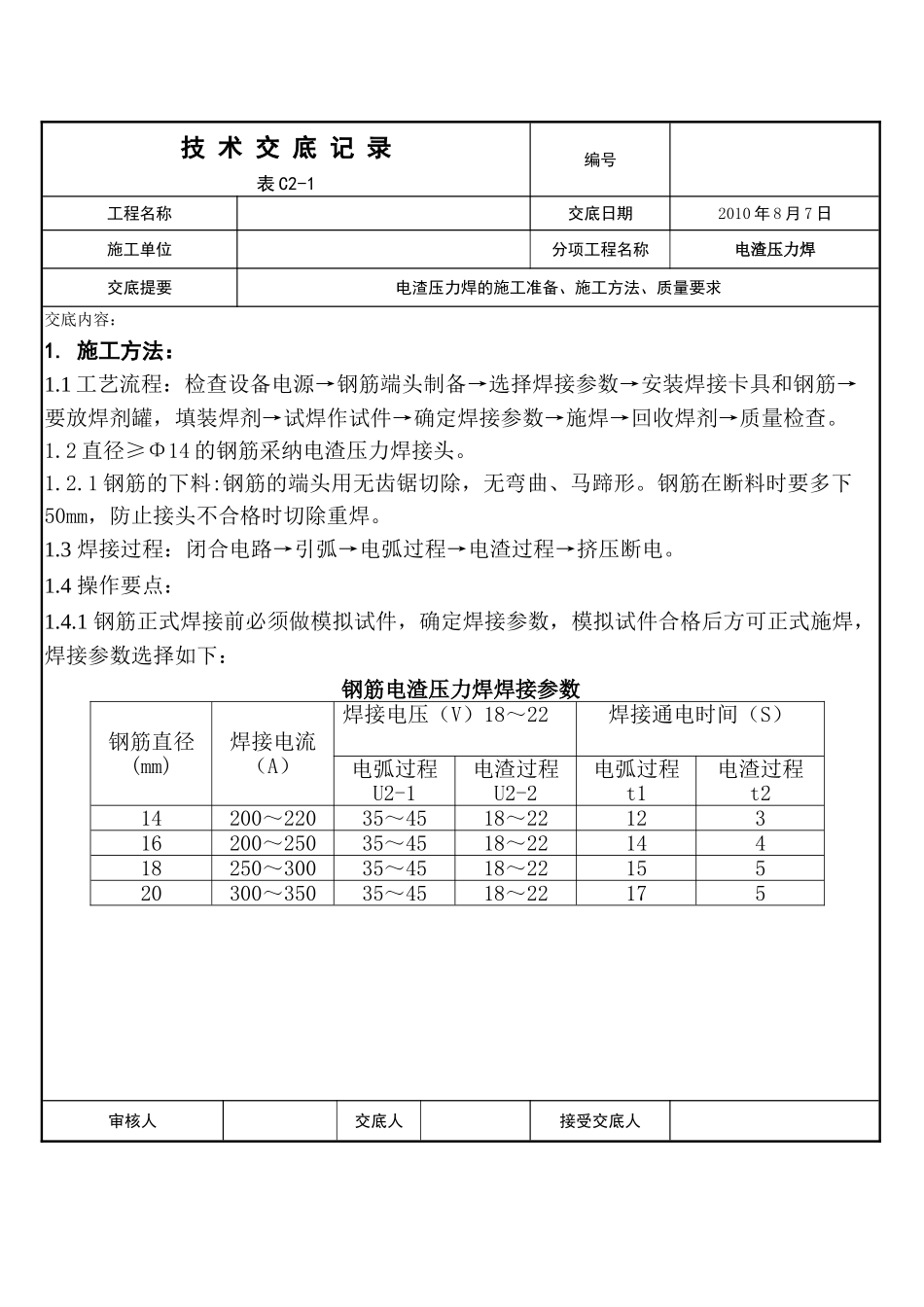
1 钢筋正式焊接前必须做模拟试件,确定焊接参数,模拟试件合格后方可正式施焊,焊接参数选择如下:钢筋电渣压力焊焊接参数钢筋直径(mm)焊接电流(A)焊接电压(V)18~22焊接通电时间(S)电弧过程U2-1电渣过程U2-2电弧过程t1电渣过程t214200~22035~4518~2212316200~25035~4518~2214418250~30035~4518~2215520300~35035~4518~22175审核人交底人接受交底人技 术 交 底 记 录表 C2-1编号工程名称交底日期2010 年 8 月 7 日施工单位分项工程名称电渣压力焊交底提要电渣压力焊的施工准备、施工方法、质量要求交底内容: 1
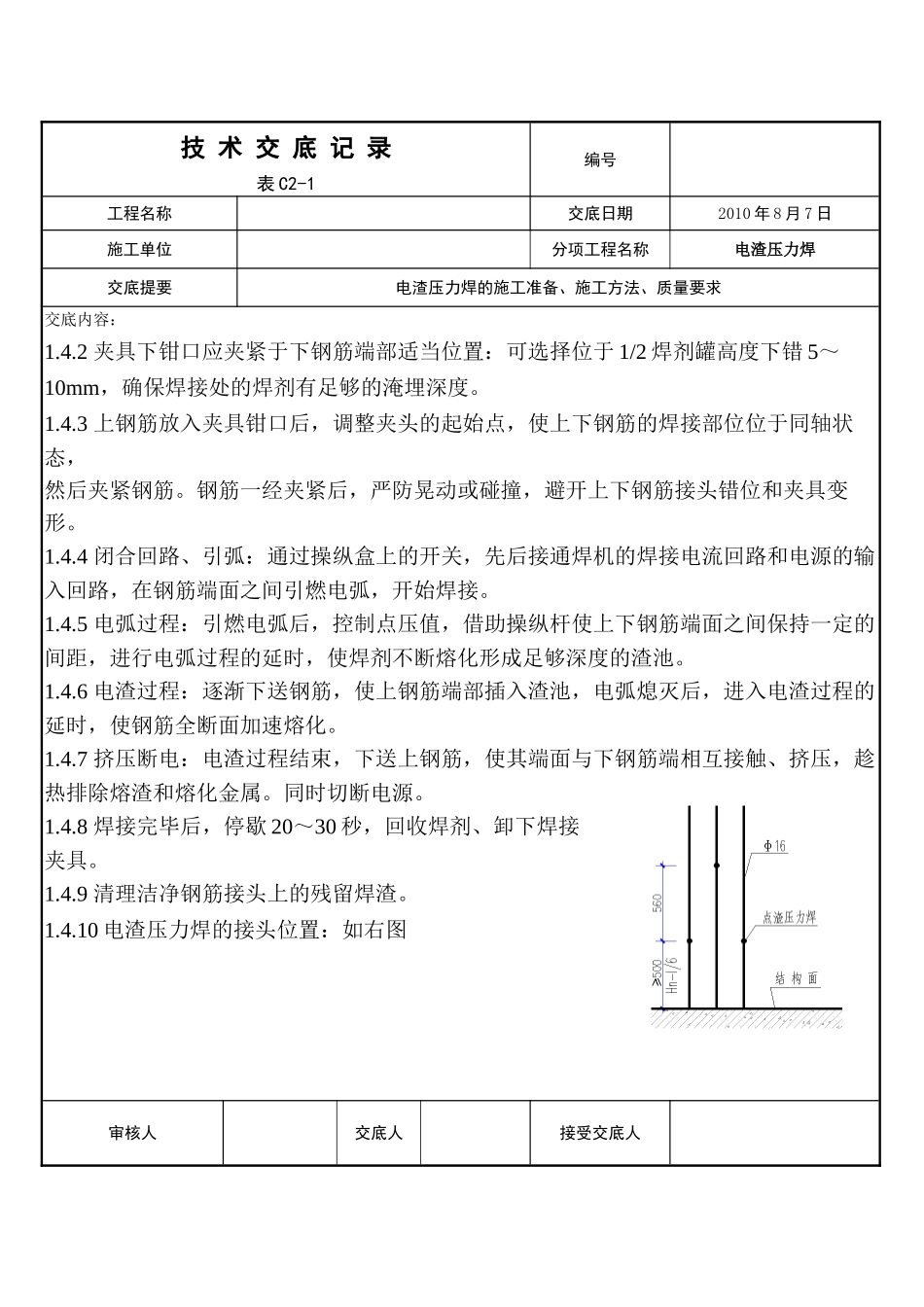
2 夹具下钳口应夹紧于下钢筋端部适当位置:可选择位于 1/2 焊剂罐高度下错 5~10mm,确保焊接处的焊剂有足够的淹埋深度
3 上钢筋放入夹具钳口后,调整夹头的起始点,使上下钢筋的焊接部位位于同轴状态,然后夹紧钢筋
钢筋一经夹紧后,严防晃动或碰撞,避开上下钢筋接头错位和夹具变形
4 闭合回路、引弧:通过操纵盒上的开关,先后接通焊机的焊接电流回路和电源的输入回路