第十二章 压力钢管制造和安装 12
1 概述………………………………………………12-112
2 施工安排和钢管厂平面布置……………………
12-112
3 钢管制造前的准备………………………………
12-312
4 钢管制造的工艺设计……………………………
12-512
5 压力钢管焊接工艺……………………………
12-1312
6 除锈涂装工艺……………………………………
12-2012
7 钢管运输安装措施………………………………
12-2112
8 压力钢管安装……………………………………
12-2312
9 质量安全保证措施………………………………
12-27第十二章 压力钢管制造和安装12
1 概述压力管道全部为钢衬,长 211
93m,管线方向 NW308o1'38",主管道直径(衬砌后)为¢4
6 m,支管直径为¢2
根据本合同《分组工程量清单》压力钢管制作和安装钢材 668 t
本章主要就压力钢管的直管、弯管、渐变管、岔管和支管及其部件的制造 、运输、安装方案进行叙述
2 施工安排和钢管厂平面布置1、施工进度安排根据施工总进度安排,压力钢管安装及砼浇筑安排在 2008 年 12 月 9 日~2008 年 8 月 28 日
椐此安排 2007 年 12 月 9 日~2008 年 8 月 2 日为压力钢管安装高峰时期,包括本合同全部压力钢管安装工程量,月平均安装强度 95 t
压力钢管制作安排在 2007 年 3 月 31 日~ 2007 年 11 月 14 日,选定钢管厂年生产能力为 1000 t
施工进点和生产准备时间为 2007 年 1 月 1 日
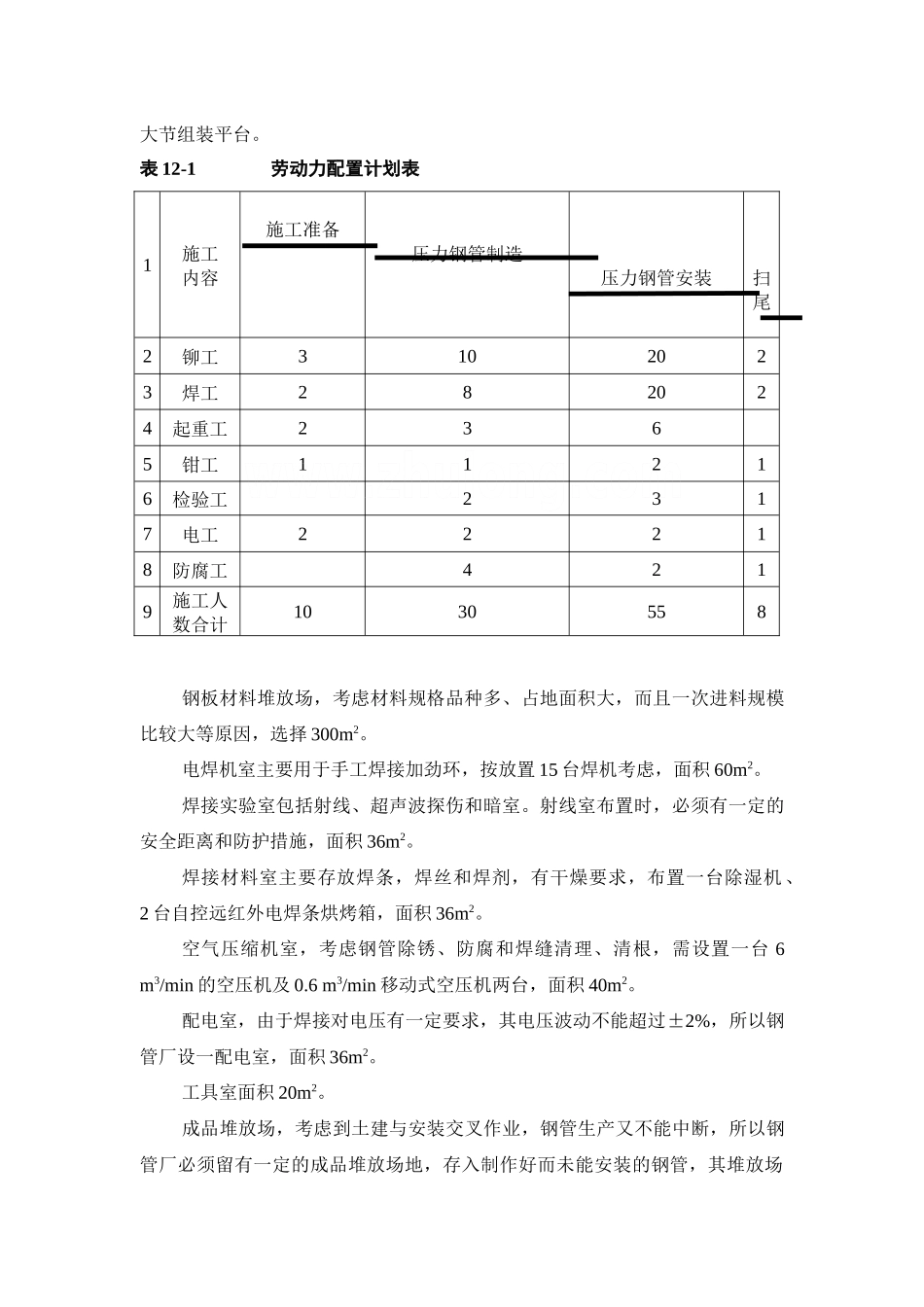
2、劳动力配置劳动力配置根据施工总进度安排和施工强度、施工特点以及本局具体情况确定
劳动力配置计划见表 12-1
3、钢管厂平面布置钢管厂包括生产车间、钢板材料堆放场、电焊机室