目 录1、适用范围…………………………………………………………… 12 编制的依据……………………………………………………………13、施工准备………………………………………………………… 14、施工工艺流程…………………………………………………… 15、操作工艺要求………………………………………………… 26、检验标准………………………………………………………… 47、主要焊接参数…………………………………………………… 48、质量控制措施…………………………………………………… 59、质量管理点……………………………………………………… 610、质量通病防治措施…………………………………………… 611、产品防护措施…………………………………………………712、主要安全措施………………………………………………… 71、适用范围本作业指导书为通用本,作为钢筋闪光对焊焊接操作和检验的依据,适用于我公司承建的所有工程项目
2、编制的依据本作业指导书的编制依据是:《钢筋焊接及验收规程》(JGJ18-96)《钢筋混凝土用热轧带肋钢筋》(GB1499-98)《钢筋混凝土用热轧光圆钢筋》(GB1499-98)《建筑机械使用安全技术规程》(JGJ32-2001)3、施工准备3
1 材料准备a、钢筋:采购的钢筋必须有生产厂家的出厂合格证和复试检验报告,其性能符合有关标准和法律规范要求
b、电源:380V±5%沟通电3
2、施工机具a、对焊机——焊机的型号有 UN1-100、UN1-150
b 、工具:活动板手 32㎜以下一套,3m 和 50m 钢卷尺各一把,卡尺一把
3 劳动力准备对焊机操作工:经过培训,考试合格,持证一岗
钢筋制作工:经过三级安全教育,对本钢筋工程熟练操作的技术工人
4 作业条件工作棚:要宽畅,光线充足,一般跨度≮9m
熟悉图纸,按图纸要求制作钢筋
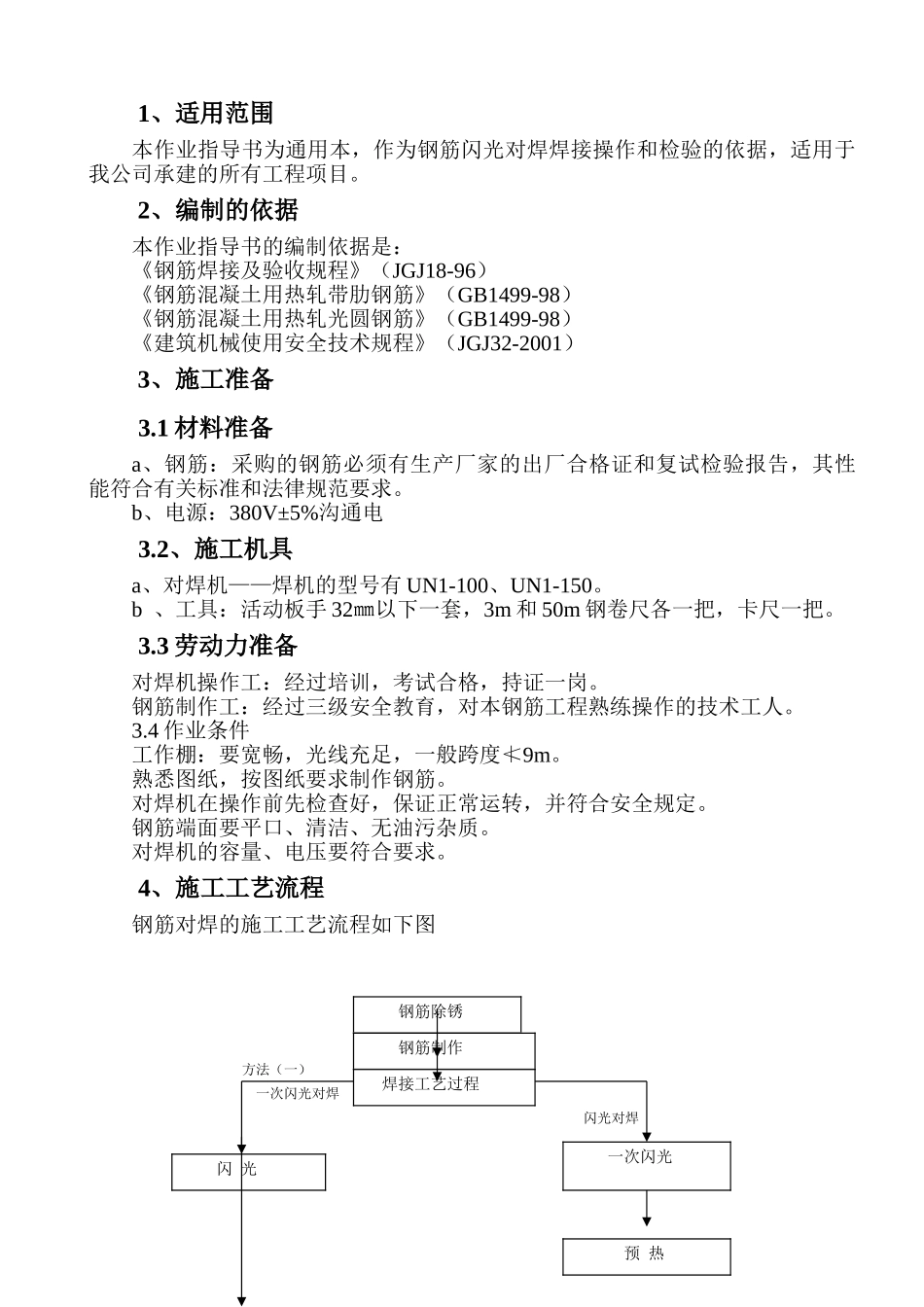
对焊机在操作前