支吊架及紧固件制作安装作业指导书钢管的支吊架及抱箍(卡)应根据设计要求、GB50242-2025 法律规范及给排水标准图集 S161 选型制作安装
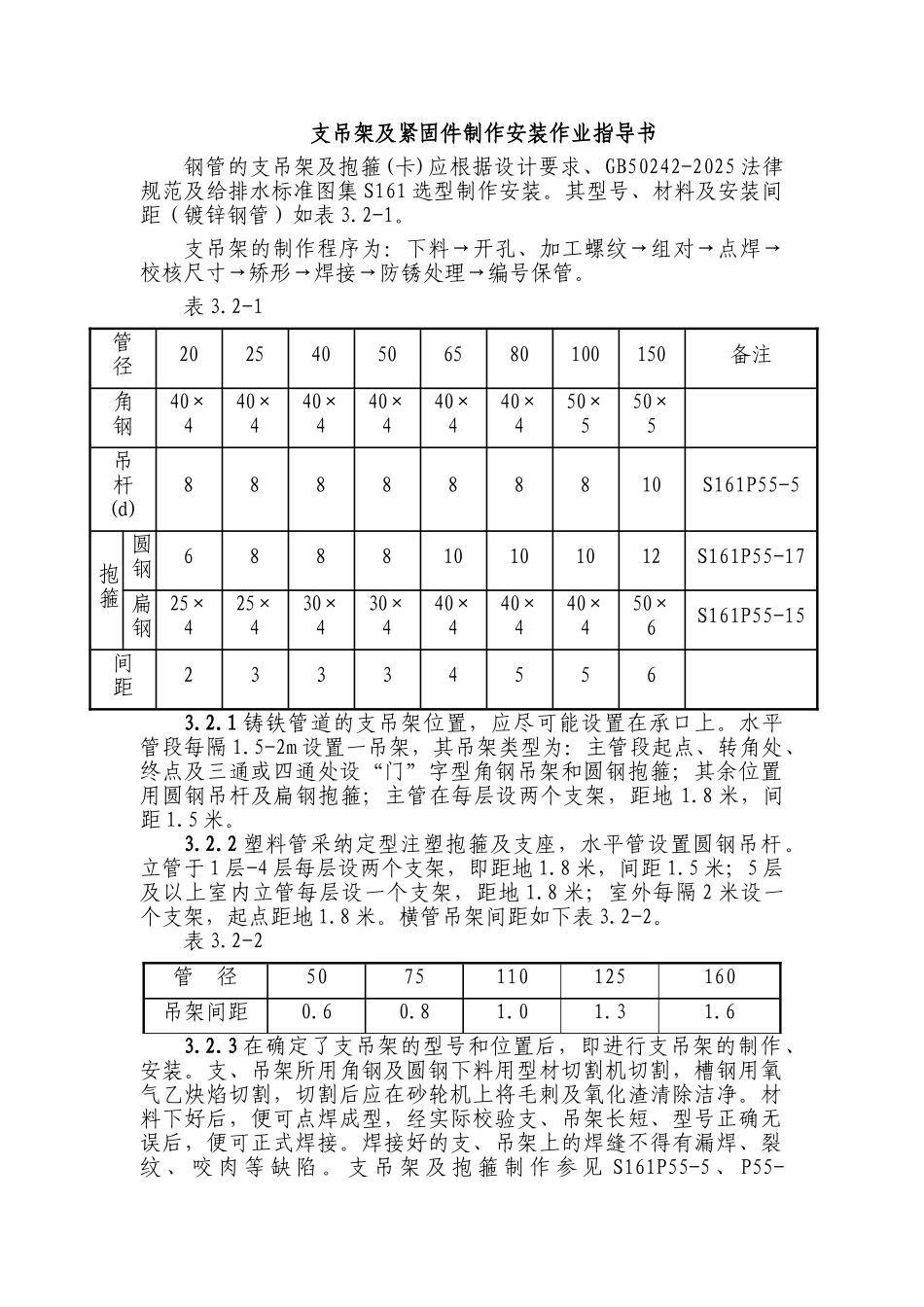
其型号、材料及安装间距(镀锌钢管)如表 3
支吊架的制作程序为:下料→开孔、加工螺纹→组对→点焊→校核尺寸→矫形→焊接→防锈处理→编号保管
2-1管 径202540506580100150备注角 钢40×440×440×440×440×440×450×550×5吊 杆(d)888888810S161P55-5抱箍圆钢688810101012S161P55-17扁钢25×425×430×430×440×440×440×450×6S161P55-15间 距233345563
1 铸铁管道的支吊架位置,应尽可能设置在承口上
水平管段每隔 1
5-2m 设置一吊架,其吊架类型为:主管段起点、转角处、终点及三通或四通处设“门”字型角钢吊架和圆钢抱箍;其余位置用圆钢吊杆及扁钢抱箍;主管在每层设两个支架,距地 1
8 米,间距 1
2 塑料管采纳定型注塑抱箍及支座,水平管设置圆钢吊杆
立管于 1 层-4 层每层设两个支架,即距地 1
8 米,间距 1
5 米;5 层及以上室内立管每层设一个支架,距地 1
8 米;室外每隔 2 米设一个支架,起点距地 1
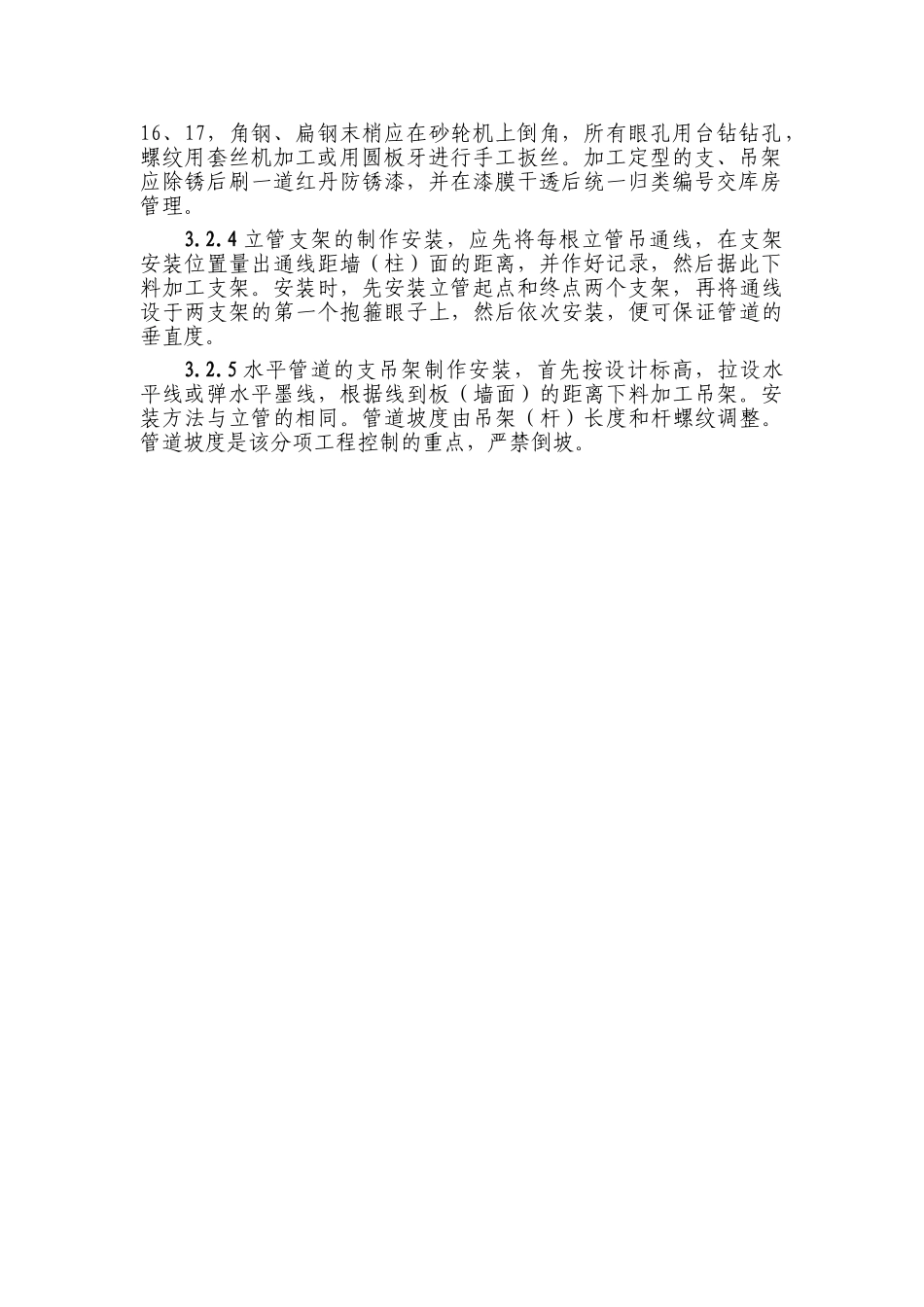
横管吊架间距如下表 3
2-2管 径5075110125160吊架间距0
3 在确定了支吊架的型号和位置后,即进行支吊架的制作、安装
支、吊架所用角钢及圆钢下料用型材切割机切割,槽钢用氧气乙炔焰切割,切割后应在砂轮机上将毛刺及氧化渣清除洁净
材料下好后,便可点焊成型,经实际校验支、吊架长短、型号正确无误后,便可正式焊接
焊接好的支、吊架上的焊缝不得有漏焊、裂纹 、 咬 肉 等 缺 陷