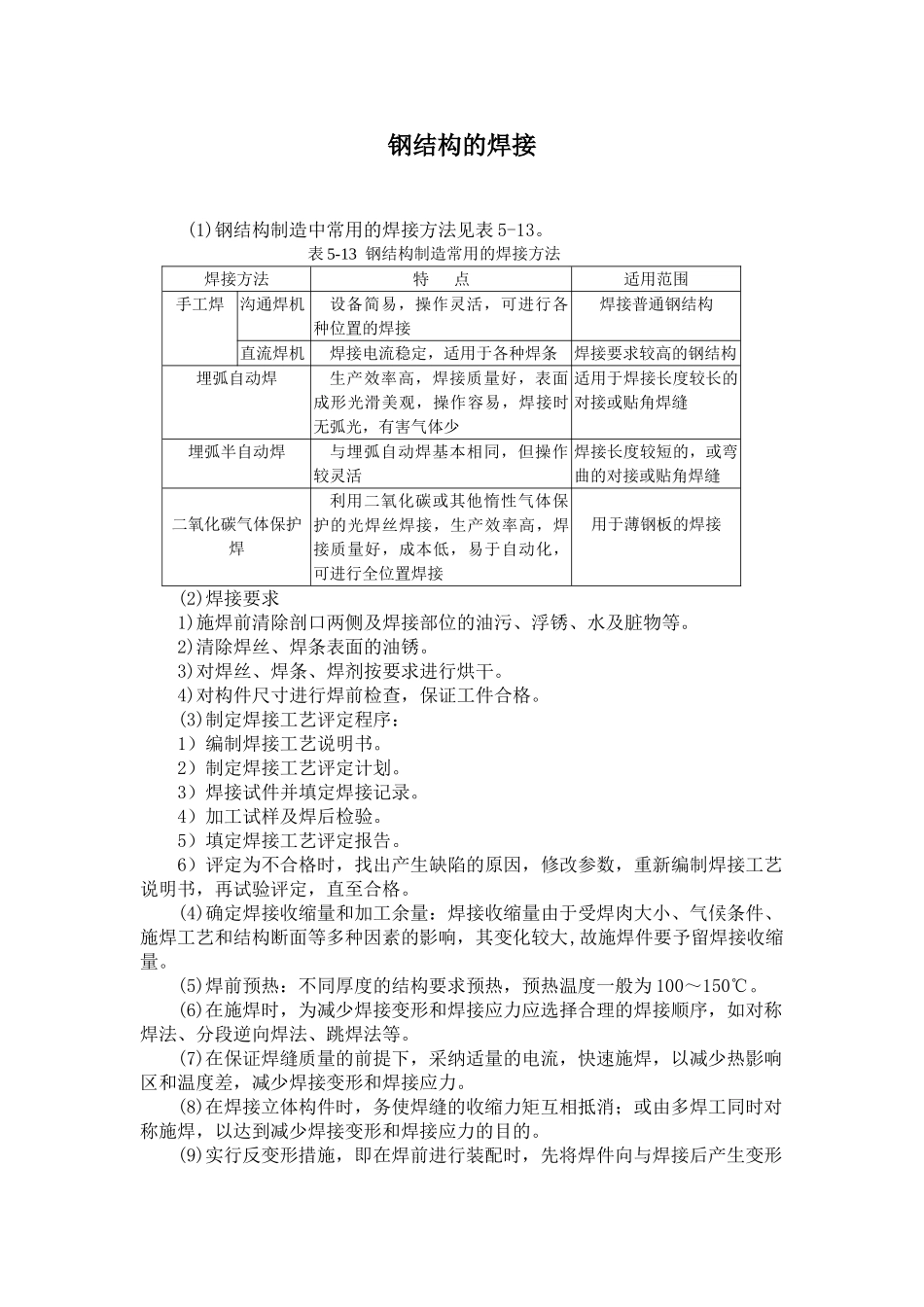
钢结构的焊接 (1)钢结构制造中常用的焊接方法见表 5-13
表 5-13 钢结构制造常用的焊接方法 焊接方法特 点适用范围手工焊沟通焊机设备简易,操作灵活,可进行各种位置的焊接焊接普通钢结构直流焊机焊接电流稳定,适用于各种焊条焊接要求较高的钢结构埋弧自动焊生产效率高,焊接质量好,表面成形光滑美观,操作容易,焊接时无弧光,有害气体少适用于焊接长度较长的对接或贴角焊缝埋弧半自动焊与埋弧自动焊基本相同,但操作较灵活焊接长度较短的,或弯曲的对接或贴角焊缝二氧化碳气体保护焊利用二氧化碳或其他惰性气体保护的光焊丝焊接,生产效率高,焊接质量好,成本低,易于自动化,可进行全位置焊接用于薄钢板的焊接(2)焊接要求1)施焊前清除剖口两侧及焊接部位的油污、浮锈、水及脏物等
2)清除焊丝、焊条表面的油锈
3)对焊丝、焊条、焊剂按要求进行烘干
4)对构件尺寸进行焊前检查,保证工件合格
(3)制定焊接工艺评定程序:1)编制焊接工艺说明书
2)制定焊接工艺评定计划
3)焊接试件并填定焊接记录
4)加工试样及焊后检验
5)填定焊接工艺评定报告
6)评定为不合格时,找出产生缺陷的原因,修改参数,重新编制焊接工艺说明书,再试验评定,直至合格
(4)确定焊接收缩量和加工余量:焊接收缩量由于受焊肉大小、气候条件、施焊工艺和结构断面等多种因素的影响,其变化较大,故施焊件要予留焊接收缩量
(5)焊前预热:不同厚度的结构要求预热,预热温度一般为 100~150℃
(6)在施焊时,为减少焊接变形和焊接应力应选择合理的焊接顺序,如对称焊法、分段逆向焊法、跳焊法等
(7)在保证焊缝质量的前提下,采纳适量的电流,快速施焊,以减少热影响区和温度差,减少焊接变形和焊接应力
(8)在焊接立体构件时,务使焊缝的收缩力矩互相抵消;或由多焊工同时对称施焊,以达到减少焊接变形和焊接应力的目的
(9)实行反变形措施,即在焊前进行装配时,先将