钢网架加工制作 一、工艺流程图审 图 备料 生产交底 材料进场 钢管下料 喷砂 防锈 焊 接、 检 查 试验 油漆编号 包装发运 安装(备注:螺栓球、套筒、封板、锥头外购)二、 加工制作的选材:根据施工图纸选取符合设计标准的材料
三、 原材料检验钢材进厂时,检查随钢材附带的材料质检证明书、合格证(原件)等质量证明文件,并进行必要的试验
并由专职质量检验员对钢材的外形尺寸进行检验
钢材表面有锈蚀、麻点和划痕等缺陷时,其深度不得大于该钢材厚度负偏差的 1/2,钢材表面锈蚀等级必须符合现行国家标准
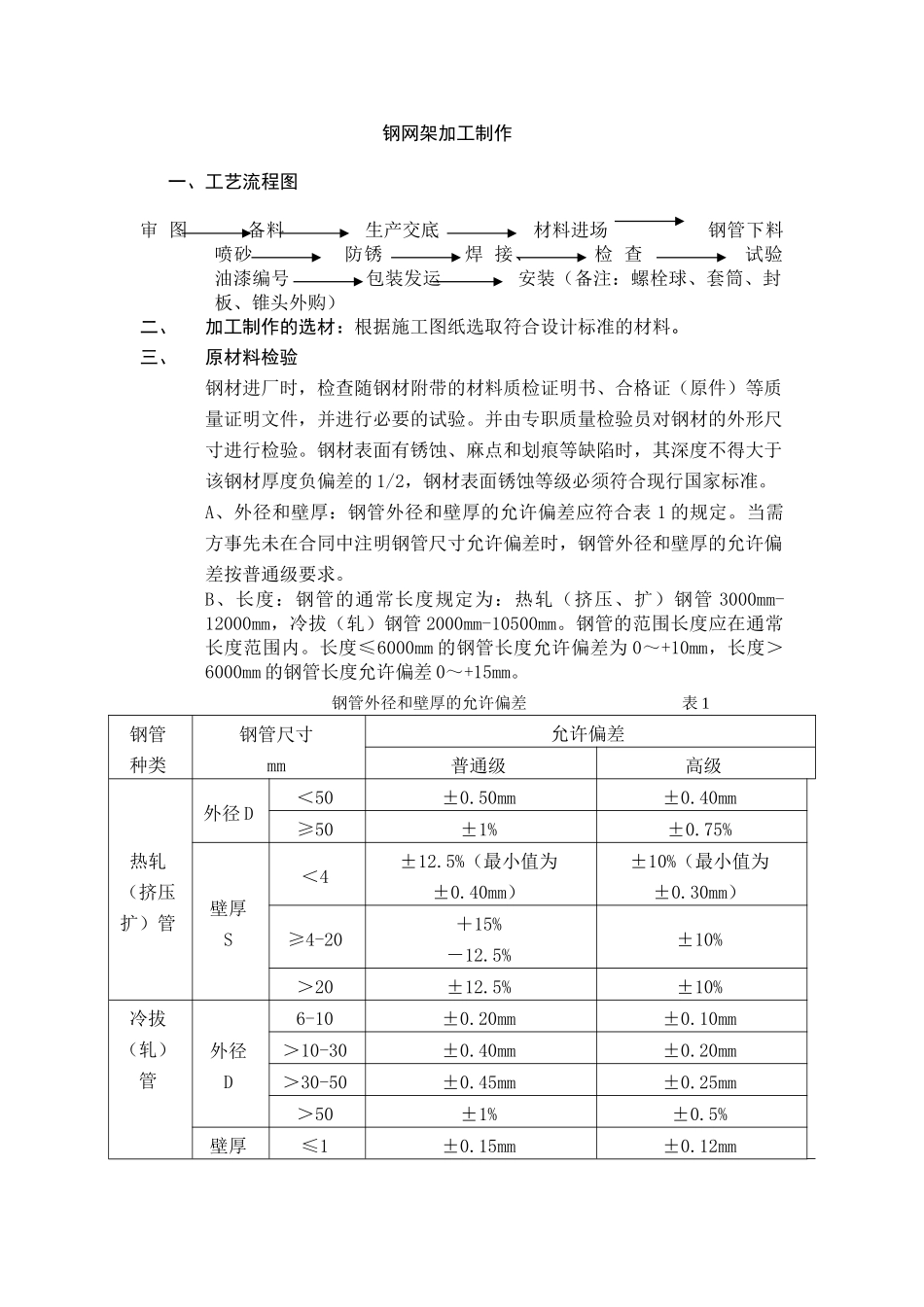
A、外径和壁厚:钢管外径和壁厚的允许偏差应符合表 1 的规定
当需方事先未在合同中注明钢管尺寸允许偏差时,钢管外径和壁厚的允许偏差按普通级要求
B、长度:钢管的通常长度规定为:热轧(挤压、扩)钢管 3000mm-12000mm,冷拔(轧)钢管 2000mm-10500mm
钢管的范围长度应在通常长度范围内
长度≤6000mm 的钢管长度允许偏差为 0~+10mm,长度>6000mm 的钢管长度允许偏差 0~+15mm
钢管外径和壁厚的允许偏差 表 1钢管种类钢管尺寸mm允许偏差普通级高级热轧(挤压扩)管外径 D<50±0
50mm±0
40mm≥50±1%±0
75%壁厚S<4±12
5%(最小值为±0
40mm)±10%(最小值为±0
30mm)≥4-20+15%-12
5%±10%>20±12
5%±10%冷拔(轧)管外径D6-10±0
20mm±0
10mm>10-30±0
40mm±0
20mm>30-50±0
45mm±0
25mm>50±1%±0
5%壁厚≤1±0
15mm±0
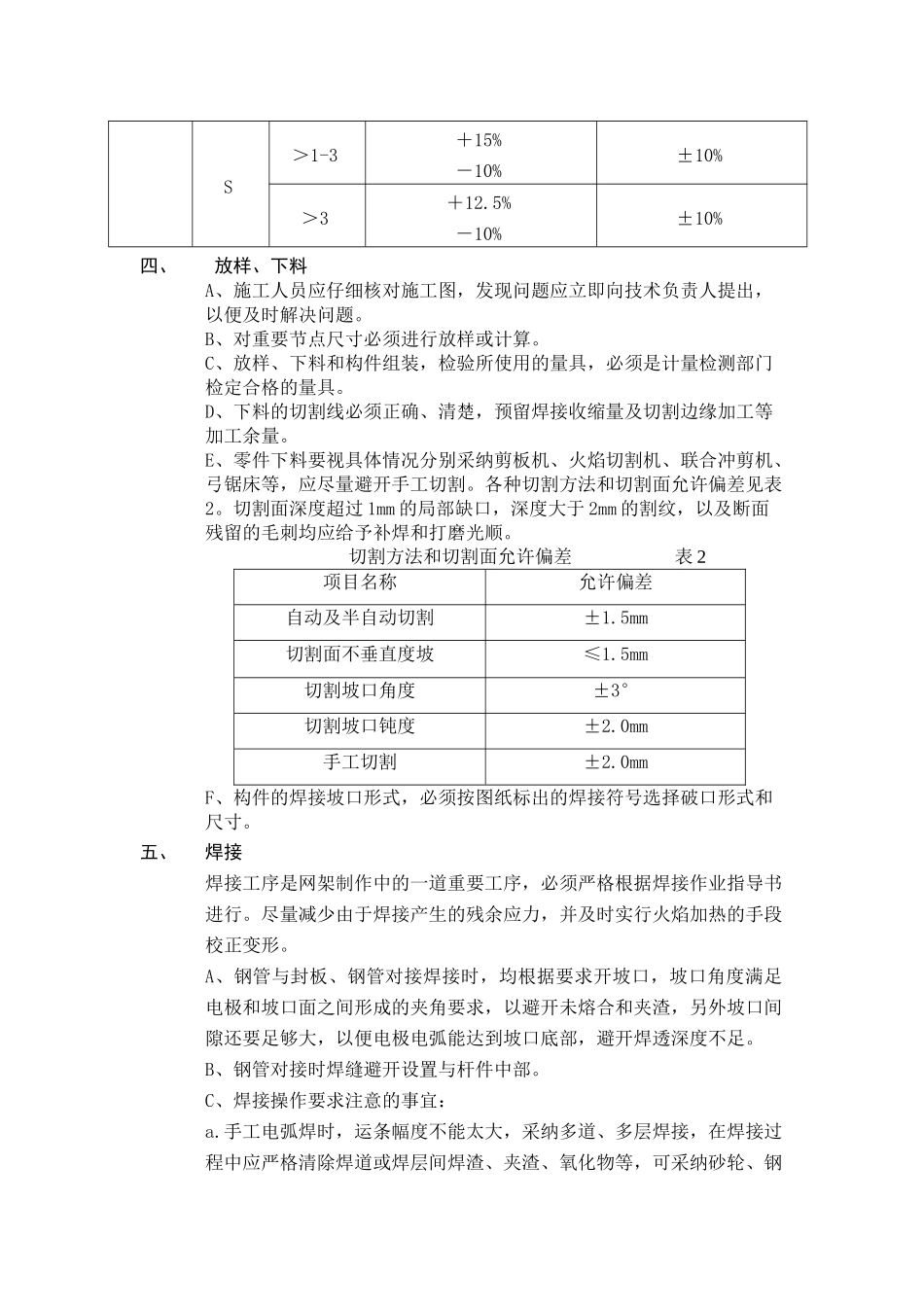
12mmS>1-3+15%-10%±10%>3+12
5%-10%±10%四、 放样、下料A、施工人员应仔细核对施工图,发现问题应立即向技术负责人提出,以便及时解决问题
B、对重要节点尺寸必须进