高层项目十字柱制作工艺编制单位:安徽 XX 钢结构股份有限公司编制人:XX编制时间:2025、11、3说 明本工艺文件仅适用 XXXX 项目,编制是依据图纸技术要求,并结合相关国家标准和我司现有的生产设备、技术等,目的用于指导生产
第一章 编制依据一.编制依据1
图纸制造技术要求(1) 焊接钢柱、钢骨混凝土中的钢构件均应在工厂采纳埋成型,施焊工艺及板材上的坡口尺寸,符合现行国标《埋弧焊焊缝坡口的基本形式弧自动焊焊接和尺寸》(GB 986-88)及《建筑钢结构焊接规程》(JGJ 81-2025)的有关规定
焊接方法、工艺评定、试验内容和结果尚应得到监理单位的认可
(2) 柱上的加劲板,支撑板等采纳手工电弧焊在加工车间完成,施焊工艺及板材上的坡口工艺,符合现行国标《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸》(GB985-88)的有关要求施工
(3) 不允许在施工现场临时加焊板件
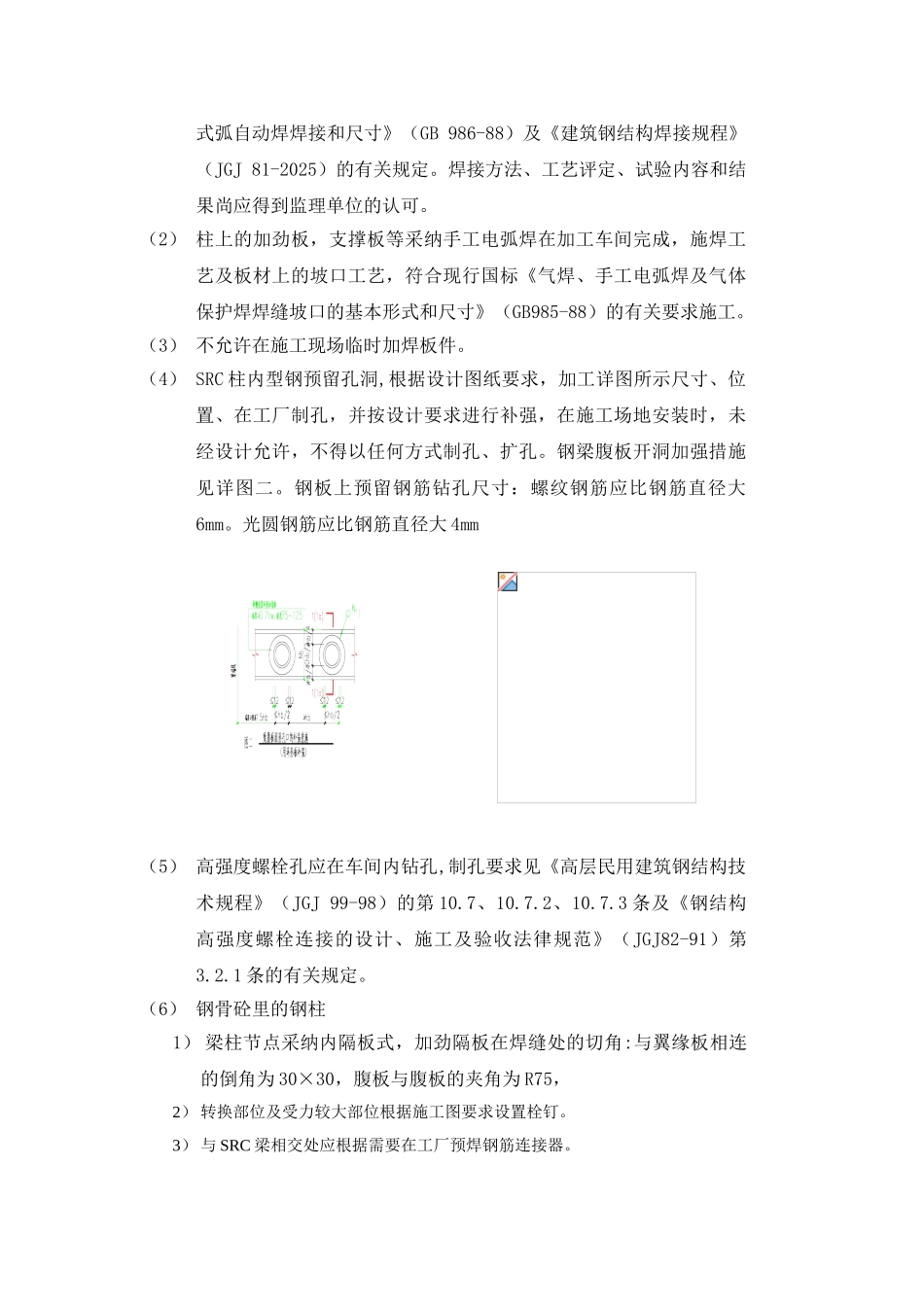
(4) SRC 柱内型钢预留孔洞,根据设计图纸要求,加工详图所示尺寸、位置、在工厂制孔,并按设计要求进行补强,在施工场地安装时,未经设计允许,不得以任何方式制孔、扩孔
钢梁腹板开洞加强措施见详图二
钢板上预留钢筋钻孔尺寸:螺纹钢筋应比钢筋直径大 6mm
光圆钢筋应比钢筋直径大 4mm (5) 高强度螺栓孔应在车间内钻孔,制孔要求见《高层民用建筑钢结构技术规程》(JGJ 99-98)的第 10
3 条及《钢结构高强度螺栓连接的设计、施工及验收法律规范》(JGJ82-91)第3
1 条的有关规定
(6) 钢骨砼里的钢柱1) 梁柱节点采纳内隔板式,加劲隔板在焊缝处的切角:与翼缘板相连的倒角为 30×30,腹板与腹板的夹角为 R75,2) 转换部位及受力较大部位根据施工图要求设置栓钉
3) 与 SRC 梁相交处应根据需要在工厂预焊钢筋连接器
2、构件连接(1)SRC