GSK928TC 数控系统用户手册操作篇第一章 概述 GSK 928TC 车床数控系统应用高速 CPU、超大规模可编程门阵列集成电路芯片构成控制核心
320×240点阵图形式液晶显示界面
采纳国际标准数控语言- ISO 代码编写零件程序,真正 μ 级精度控制,全屏幕编辑,中文操作界面,加工零件图形实时跟踪显示,操作简单直观
可配套步进电机或沟通伺服驱动器,通过编程可以完成外圆、端面、切槽、锥度,圆弧、螺纹等加工,具有较高的性能价格比
第二章 技术指标2
1 可控制轴数 2 轴 (X、Z 轴)2
2 可联动轴数 2 轴 (X、Z 轴)2
3 最小设定单位 0
001 mm2
4 最小移动单位 X 轴: 0
0005 mm Z 轴:0
001 mm2
5 最大编程尺寸 ±8000
000 mm2
6 最大移动速度 15000 mm/min 2
7 切削速度 5-6000 mm/min 2
8 加工程序容量 24KB2
9 可存储程序数 100 个2
10 图形液晶显示器 320×240 点阵2
11 通讯接口 标准 RS—2322
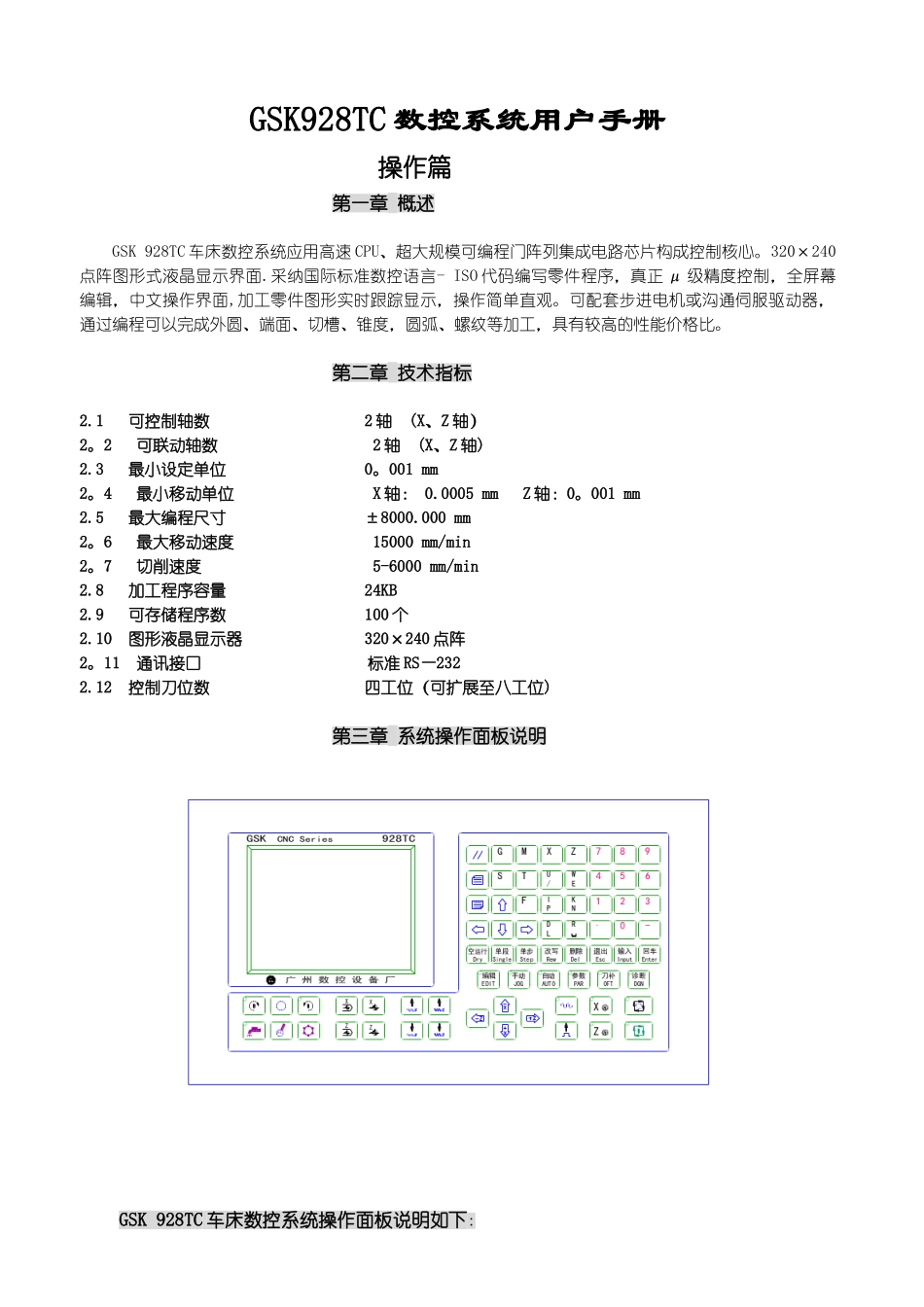
12 控制刀位数 四工位(可扩展至八工位)第三章 系统操作面板说明GSK 928TC 车床数控系统操作面板说明如下:3
1 LCD 显示器:数控系统的人一机对话界面
分辨率为 320×240 点阵
2 数字键:输入各类数据(0-9)
3 地址键:输入零件程序字段地址英文字母
4 功能键:根据《数控机床形象化符号》标准,设置了以下形象化符号功能键,按下功能键完成相应功能,各键符号含义如下: 快速倍率增加 手动方式中增大快速移动速度倍率,自动运行中增大 G00 指令速度倍率
快速倍率减小 手动方式中减小快速移动速度倍率,自动运行中减小 G00 指令速度倍率
进给倍率增加 手动方式中增大进给速度倍率,自动运行中增大 G01 指令速度倍率