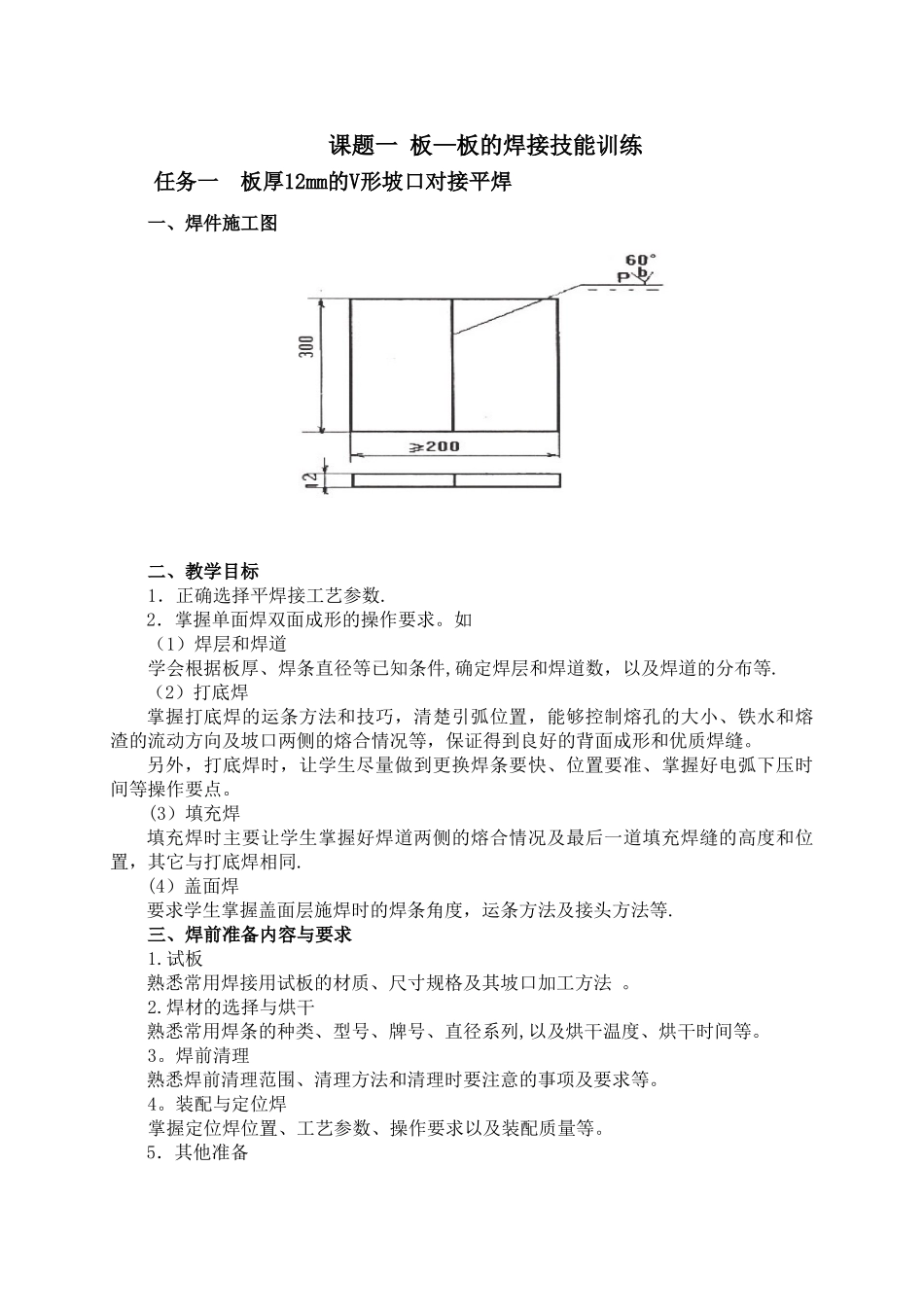
课题一 板—板的焊接技能训练任务一 板厚12mm的V形坡口对接平焊一、焊件施工图二、教学目标1.正确选择平焊接工艺参数
2.掌握单面焊双面成形的操作要求
如(1)焊层和焊道学会根据板厚、焊条直径等已知条件,确定焊层和焊道数,以及焊道的分布等
(2)打底焊 掌握打底焊的运条方法和技巧,清楚引弧位置,能够控制熔孔的大小、铁水和熔渣的流动方向及坡口两侧的熔合情况等,保证得到良好的背面成形和优质焊缝
另外,打底焊时,让学生尽量做到更换焊条要快、位置要准、掌握好电弧下压时间等操作要点
(3)填充焊 填充焊时主要让学生掌握好焊道两侧的熔合情况及最后一道填充焊缝的高度和位置,其它与打底焊相同
(4)盖面焊 要求学生掌握盖面层施焊时的焊条角度,运条方法及接头方法等
三、焊前准备内容与要求1
试板 熟悉常用焊接用试板的材质、尺寸规格及其坡口加工方法
焊材的选择与烘干 熟悉常用焊条的种类、型号、牌号、直径系列,以及烘干温度、烘干时间等
焊前清理 熟悉焊前清理范围、清理方法和清理时要注意的事项及要求等
装配与定位焊掌握定位焊位置、工艺参数、操作要求以及装配质量等
5.其他准备电焊机类型的选择;焊条烘干箱、焊条保温筒、焊接检验尺及电焊面罩等设备和工具等准备
四、操作要点1.单面焊四层四道
打底焊要采纳小幅度锯齿形横向摆动,并在坡口两侧稍停留,连续向前焊接
3.填充焊时控制好焊道两侧的熔合情况
同时控制好最后一道填充焊缝的高度和位置
盖面层施焊时的焊条角度,运条方法及接头方法与填充层相同
但盖面层施焊时焊条摆动的幅度要比填充层大
摆动时要注意摆动辐度一致,运条速度均匀
五、作业测评根据平板对接平焊项目与相关标准,对学生的作业进行测评和评价(见表1)
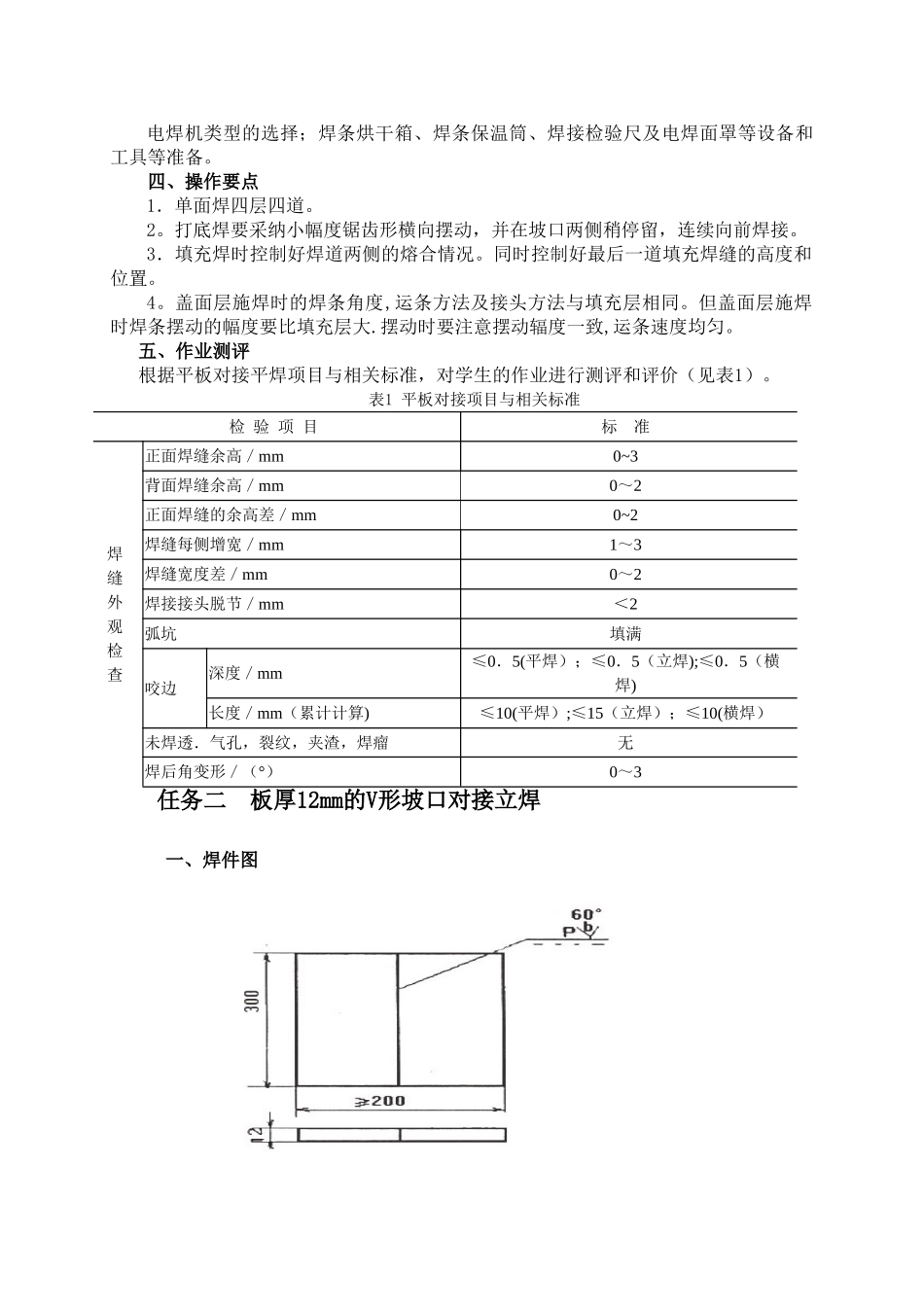
表1 平板对接项目与相关标准检 验 项 目标 准焊缝外观检查正面焊缝余高/mm0~3背面焊缝余高/mm0~2正面焊缝的余高差/