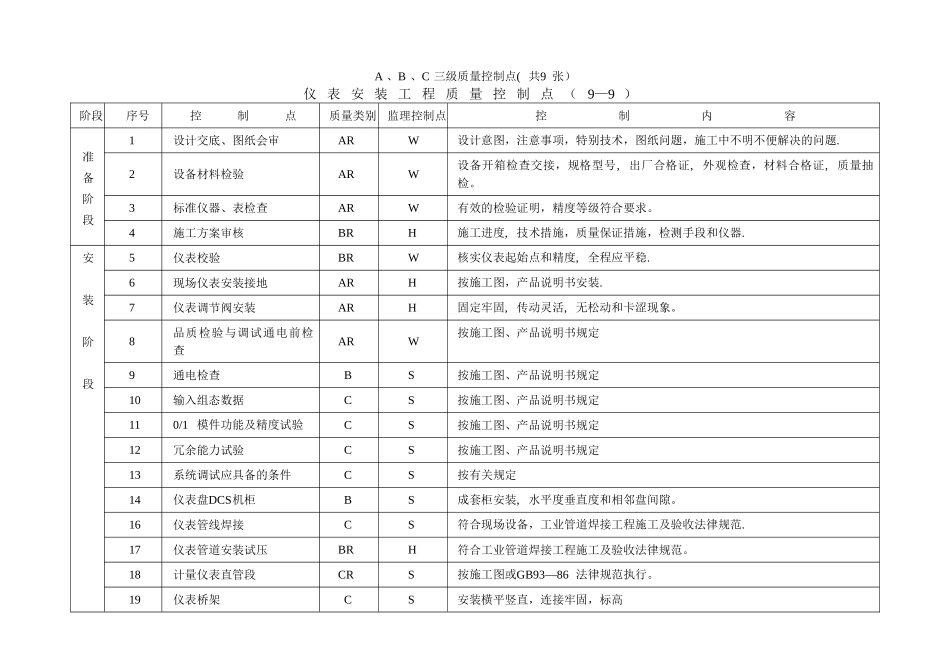
A 、B 、C 三级质量控制点( 共9 张)仪 表 安 装 工 程 质 量 控 制 点 ( 9—9 )阶段序号控 制 点质量类别监理控制点控 制 内 容准备阶段1设计交底、图纸会审ARW设计意图,注意事项,特别技术,图纸问题,施工中不明不便解决的问题
2设备材料检验ARW设备开箱检查交接,规格型号, 出厂合格证, 外观检查,材料合格证, 质量抽检
3标准仪器、表检查ARW有效的检验证明,精度等级符合要求
4施工方案审核BRH施工进度, 技术措施,质量保证措施,检测手段和仪器
安装阶段5仪表校验BRW核实仪表起始点和精度, 全程应平稳
6现场仪表安装接地ARH按施工图,产品说明书安装
7仪表调节阀安装ARH固定牢固, 传动灵活, 无松动和卡涩现象
8品质检验与调试通电前检查ARW按施工图、产品说明书规定9通电检查BS按施工图、产品说明书规定10输入组态数据CS按施工图、产品说明书规定110/1 模件功能及精度试验CS按施工图、产品说明书规定12冗余能力试验CS按施工图、产品说明书规定13系统调试应具备的条件CS按有关规定14仪表盘DCS机柜BS成套柜安装, 水平度垂直度和相邻盘间隙
16仪表管线焊接CS符合现场设备,工业管道焊接工程施工及验收法律规范
17仪表管道安装试压BRH符合工业管道焊接工程施工及验收法律规范
18计量仪表直管段CRS按施工图或GB93—86 法律规范执行
19仪表桥架CS安装横平竖直,连接牢固,标高阶段序号控 制 点质量类别监理控制点控 制 内 容20防爆区安装CS管接头连接,隔离密封位置,密封口封堵
调试阶段21机组仪表联校CRS按施工图或产品说明书配合厂商调试
22系统试验ARH按产品说明书,施工图配合生产部门调试
交工阶段交工技术竣工图AR交 工 技 术 文 件 完 整 , 数 据 准 确 , 会 签 齐 全 , 质 量 评 定 资 料 完 善