不锈钢管道(EP 管)施工工艺1、EP 管的焊接质量要求 EP 管采纳微处理控制 TIG 电源和全封闭式焊头进行的全自动焊,焊接质量要求如下: 1
1 EP 管的焊接两管端必须垂直于管中心轴线;端面平整光滑、无毛刺;对口不得有间隙;应无错边
即使有错边:直径等于和小于 2 英寸的 EP 管,错边量不得超过管壁厚度的 10%;直径大于 2 英寸的 EP 管,错边量不得超过管壁厚度的 15%
2 EP 管的焊接质量为自熔全焊透焊缝,管内外焊缝平整光滑,焊波整齐美观
焊缝如有凹凸部分,最多不准超过管壁厚度的 10%
3 EP 管焊焊缝应焊趾整齐,焊波均匀,焊缝宽度基本一致,焊缝如有宽窄,应不超过±0
008 英寸(即:±0
管内焊缝表面宽度为外缝表面宽度的 60%左右
4 EP 管内焊缝及热影响区不应有氧化变色
5 EP 管内、外焊缝表面不准有气孔、裂纹等任何焊接缺陷
6 EP 管焊缝的波纹形状是焊缝质量的直接反映
a、 最好:波纹圆弧线清楚,内外焊缝平整光滑
b、 尚好:波纹圆弧线中部不清楚,内外焊缝较平整光滑
c、 不好:波纹稍尖,圆弧线中部脱节,上部外表稍低,内缝稍高稍宽,下部外表稍高,内缝稍低稍宽
d、 最不好:波纹尖形,中部无圆弧线,上部外表宽又低凹,内缝宽又高,下部外表宽又高,内缝又低凹
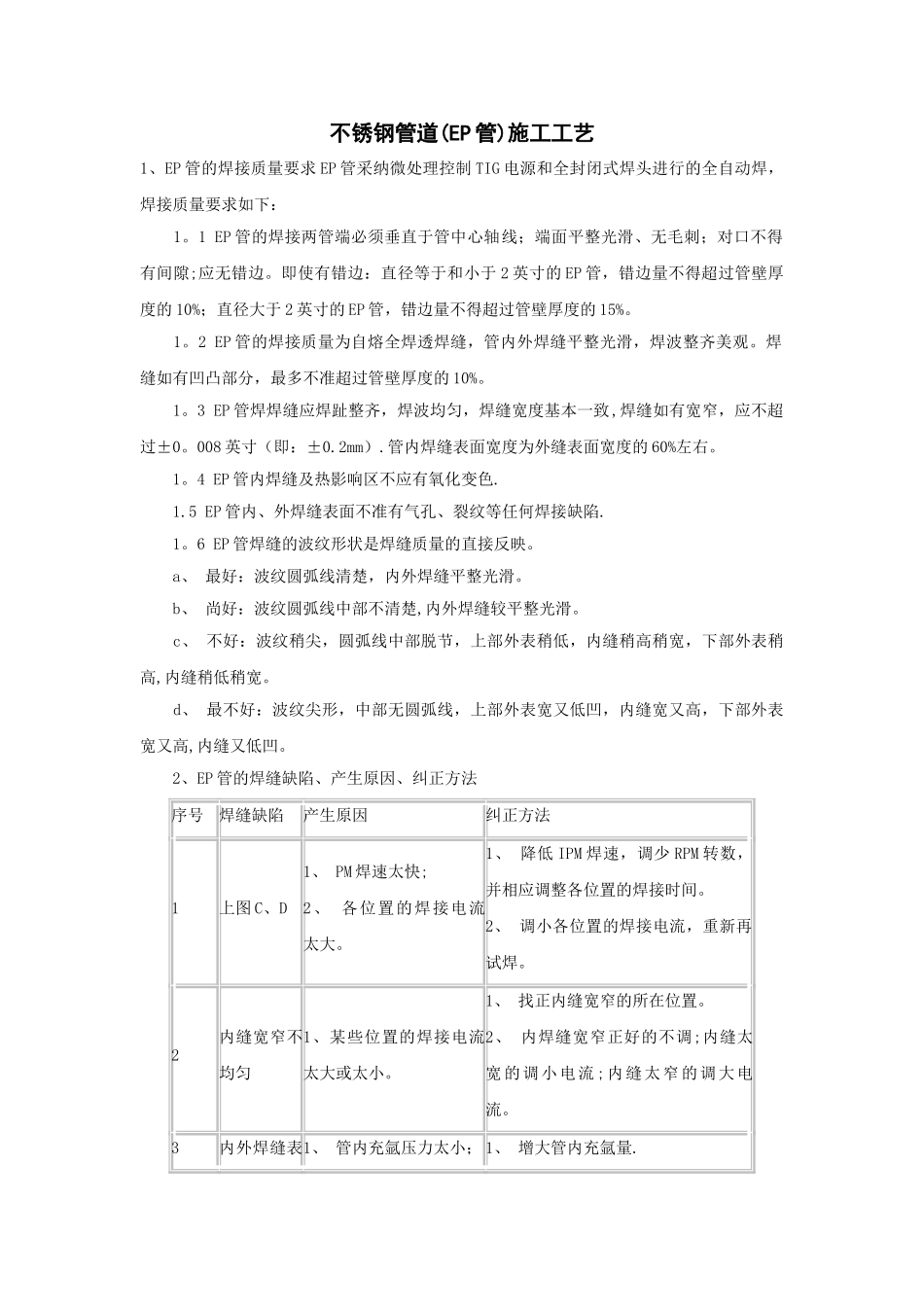
2、EP 管的焊缝缺陷、产生原因、纠正方法序号 焊缝缺陷 产生原因 纠正方法 1 上图 C、D 1、 PM 焊速太快;2、 各位置的焊接电流 太大
1、 降低 IPM 焊速,调少 RPM 转数,并相应调整各位置的焊接时间
2、 调小各位置的焊接电流,重新再试焊
2 内缝宽窄不均匀 1、某些位置的焊接电流太大或太小
1、 找正内缝宽窄的所在位置
2、 内焊缝宽窄正好的不调;内缝太宽的调小电流;内缝太窄的调大电流
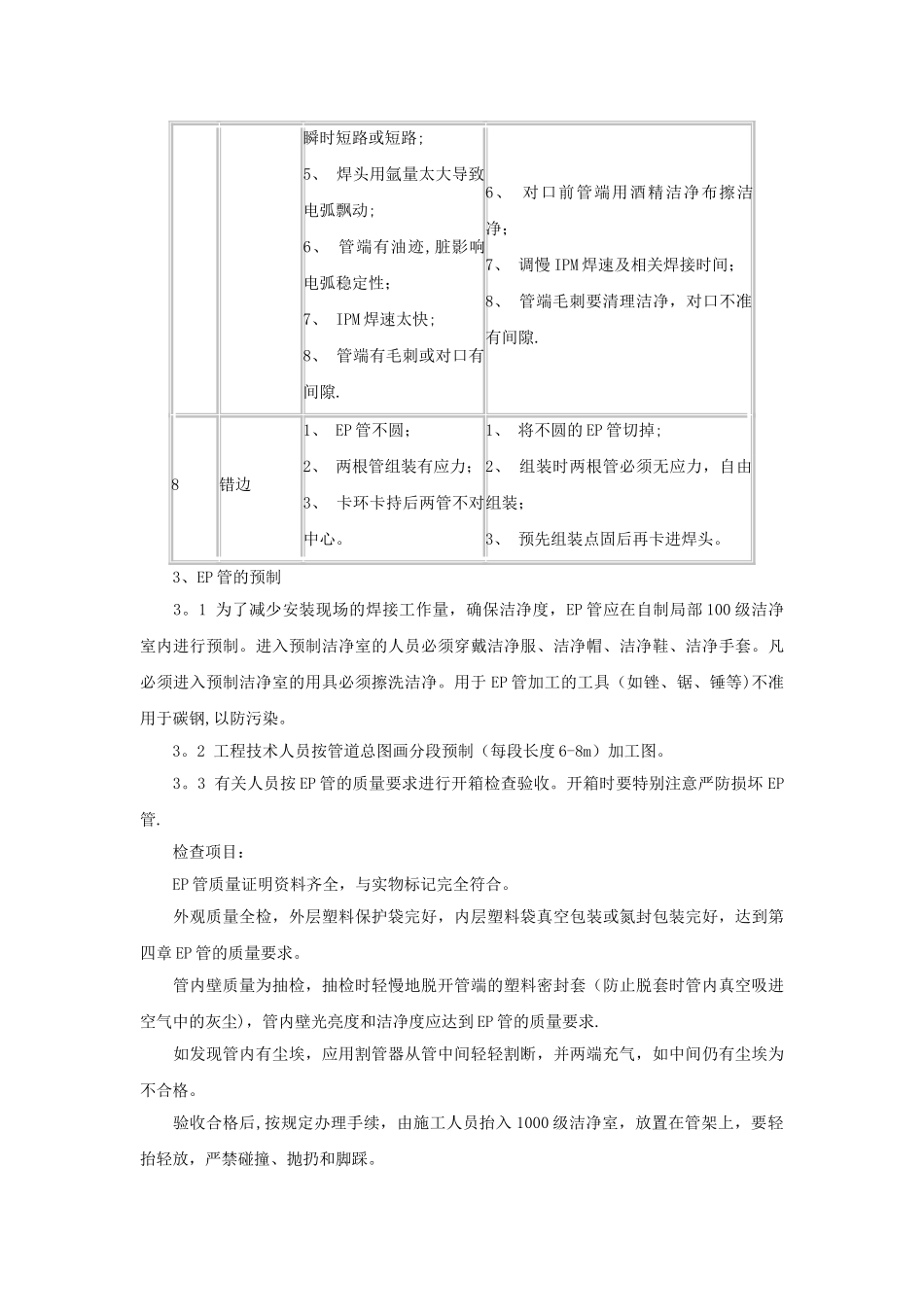
3 内外焊缝表1