与设备连接的金属管道施工工艺1 适用范围本工艺标准适用于工业管道中动、静、热力机器配管的金属管道预制安装工程,焊接和无损检测工艺参照相应工艺标准执行
2 操作工艺2
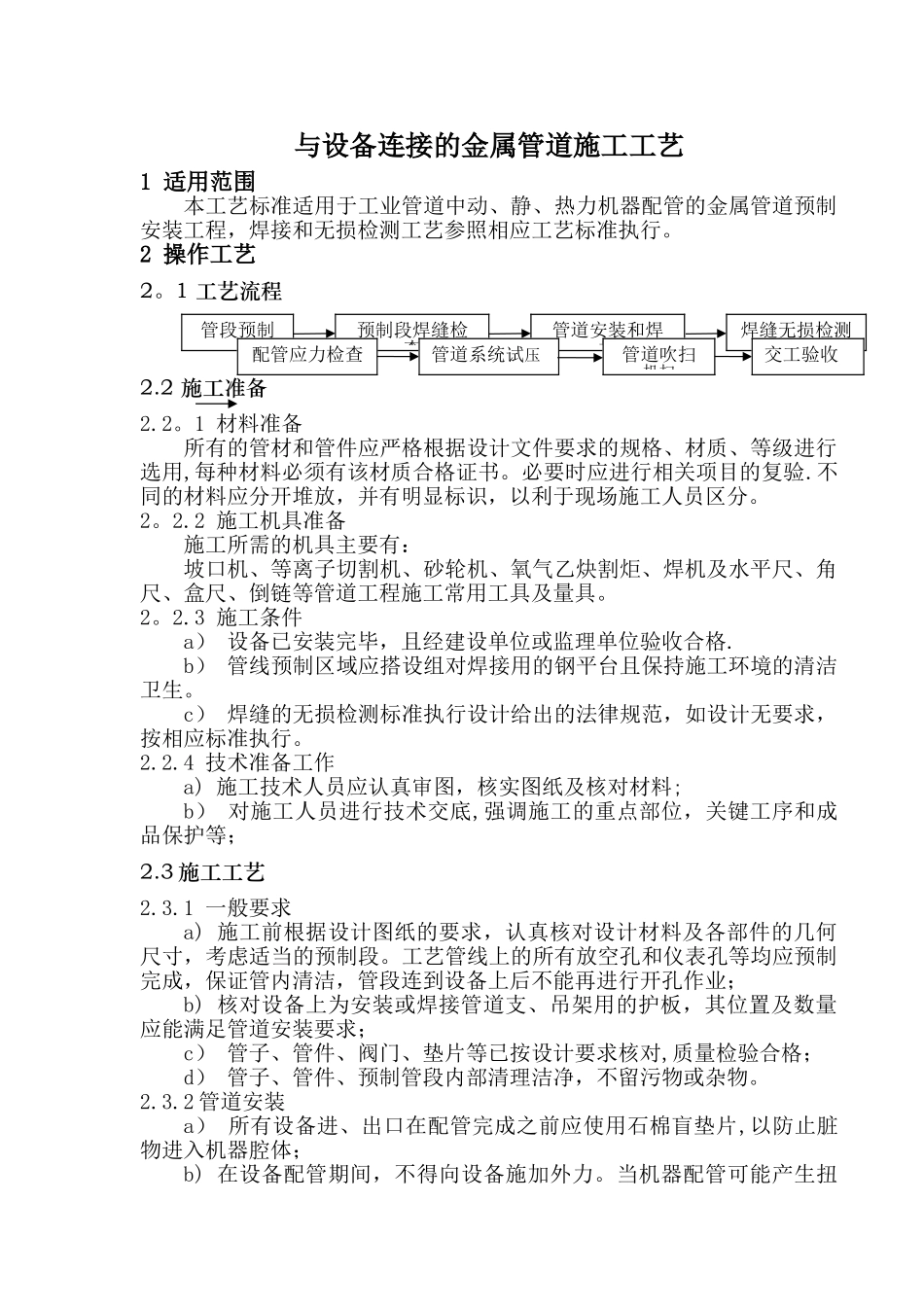
1 工艺流程2
2 施工准备2
1 材料准备所有的管材和管件应严格根据设计文件要求的规格、材质、等级进行选用,每种材料必须有该材质合格证书
必要时应进行相关项目的复验
不同的材料应分开堆放,并有明显标识,以利于现场施工人员区分
2 施工机具准备施工所需的机具主要有:坡口机、等离子切割机、砂轮机、氧气乙炔割炬、焊机及水平尺、角尺、盒尺、倒链等管道工程施工常用工具及量具
3 施工条件a) 设备已安装完毕,且经建设单位或监理单位验收合格
b) 管线预制区域应搭设组对焊接用的钢平台且保持施工环境的清洁卫生
c) 焊缝的无损检测标准执行设计给出的法律规范,如设计无要求,按相应标准执行
4 技术准备工作a) 施工技术人员应认真审图,核实图纸及核对材料;b) 对施工人员进行技术交底,强调施工的重点部位,关键工序和成品保护等;2
3 施工工艺2
1 一般要求a) 施工前根据设计图纸的要求,认真核对设计材料及各部件的几何尺寸,考虑适当的预制段
工艺管线上的所有放空孔和仪表孔等均应预制完成,保证管内清洁,管段连到设备上后不能再进行开孔作业;b) 核对设备上为安装或焊接管道支、吊架用的护板,其位置及数量应能满足管道安装要求;c) 管子、管件、阀门、垫片等已按设计要求核对,质量检验合格;d) 管子、管件、预制管段内部清理洁净,不留污物或杂物
2 管道安装a) 所有设备进、出口在配管完成之前应使用石棉盲垫片,以防止脏物进入机器腔体;b) 在设备配管期间,不得向设备施加外力
当机器配管可能产生扭管段预制预制段焊缝检查管道安装和焊接焊缝无损检测配管应力检查管道系统试压管道吹扫机扫交工验收应力时,需作临