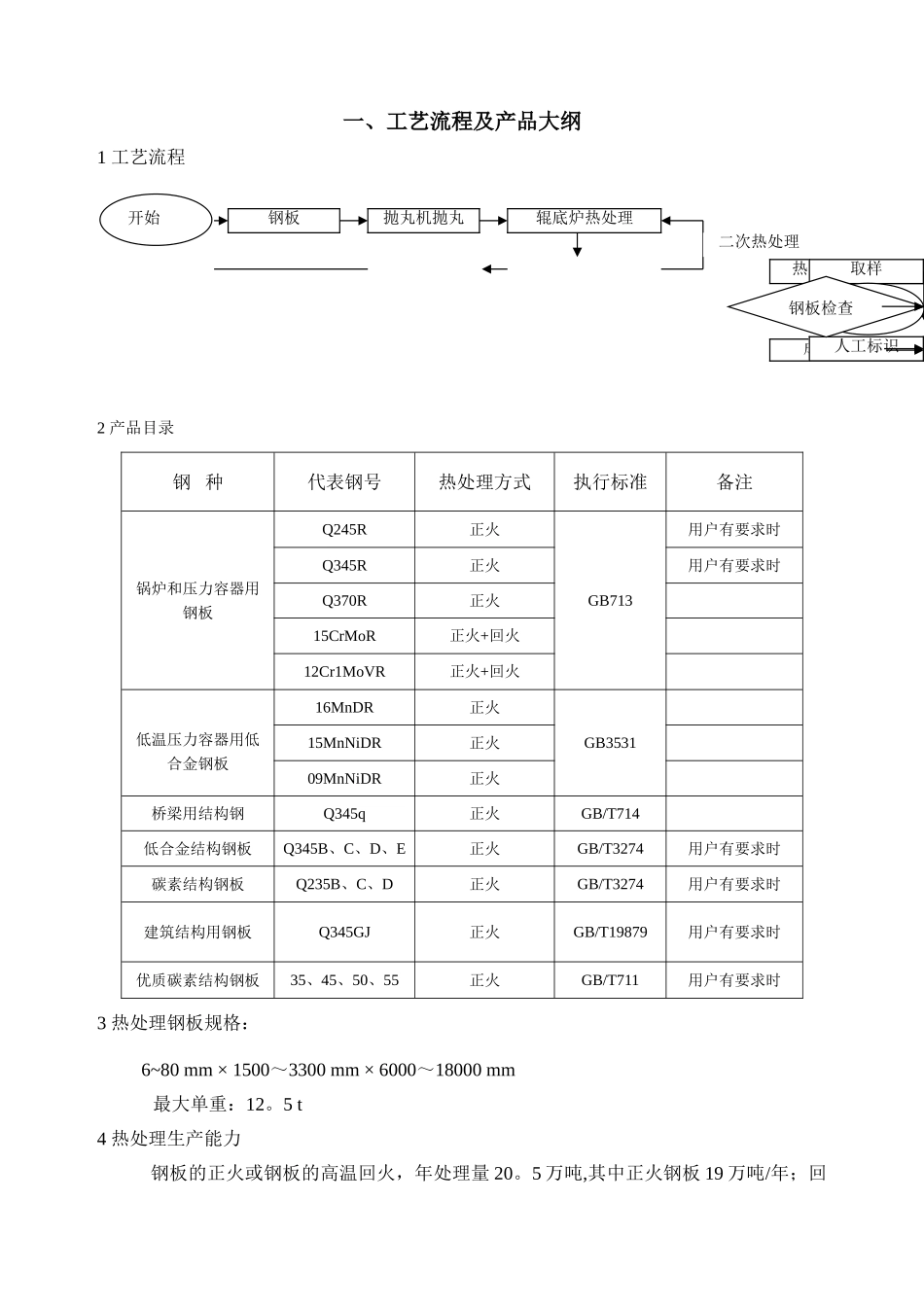
一、工艺流程及产品大纲1 工艺流程2 产品目录钢 种代表钢号热处理方式执行标准备注锅炉和压力容器用钢板Q245R正火GB713用户有要求时Q345R正火用户有要求时Q370R正火15CrMoR正火+回火12Cr1MoVR正火+回火低温压力容器用低合金钢板16MnDR正火GB353115MnNiDR正火09MnNiDR正火桥梁用结构钢Q345q正火GB/T714低合金结构钢板Q345B、C、D、E正火GB/T3274用户有要求时碳素结构钢板Q235B、C、D正火GB/T3274用户有要求时建筑结构用钢板Q345GJ正火GB/T19879用户有要求时优质碳素结构钢板35、45、50、55正火GB/T711用户有要求时3 热处理钢板规格:6~80 mm × 1500~3300 mm × 6000~18000 mm最大单重:12
5 t4 热处理生产能力钢板的正火或钢板的高温回火,年处理量 20
5 万吨,其中正火钢板 19 万吨/年;回钢板抛丸机抛丸辊底炉热处理 热处理冷床冷却取样成品收集、入库人工标识结束开始钢板检查二次热处理火钢板 1
5 万吨/年
二 抛丸清理区域工艺技术操作规程1、抛丸清理区域主要设备及性能1
1 抛丸清理机总体性能参数前后输送辊道速度(变频调速) 1
0 m/min抛丸清理速度:≥2
0m/min,正常除锈质量等级:A-B Sa2
5 级 (GB8923-88 或 ISO8501—1,1988)处理后钢板表面粗糙度:Ra12
5-25μm除尘风量:~39, 500 m³/h使用弹丸规格:Φ1
2 mm (钢丝切丸或铸钢丸)弹丸初次加入量:25t装机功率:约 660 KW压缩空气耗量约:5
5m3/min压缩空气压力范围:0
6 MPa1
2 抛丸清理机前上料、机后输送辊道:辊子型式空心辊,壁厚~30mm输送速度1~