表面处理除氧化皮和锈型材及厚度大于或等于 6mm 的钢板涂漆前进行抛丸处理,达到 Sa2
5 级(IS0 8501—1),粗糙度达到中级(IS08503—2),当抛丸操作不可行时,可用喷砂或酸洗代替抛丸操作;当钢板厚度小于 6mm 时,可打磨至 St 3 级涂装前表面用溶剂、布、金属刷或压缩空气除去水、油、灰尘和其它杂质,仅痕迹允许残留,施工条件涂装工作应在油漆说明书规定的环境要求下进行
钢板表面温度一般至少高于露点 3℃
相对湿度应低于 85%涂装方式一般油漆采纳无气喷涂,在喷涂不可行的地方可以使用刷涂或辊涂
对于自由边,手焊缝,加强材背面,坡口和扇形区域等部位,应进行预涂,预涂应从第二道漆开始
复涂及涂层修补要求复涂前或涂装工作完成之后,应对不合格或损坏的涂装区域涂层进行修补具体的施工油 漆 施 工 工 艺总 则: 施工过程、施工质量的控制是油漆系统实现应有的防腐系统设计效果及外表美观的重要环节,所以在涂装施工中应严格根据工艺要求进行施工
本工艺是为涂装施工所制定的施工指导工艺
施工程序 1
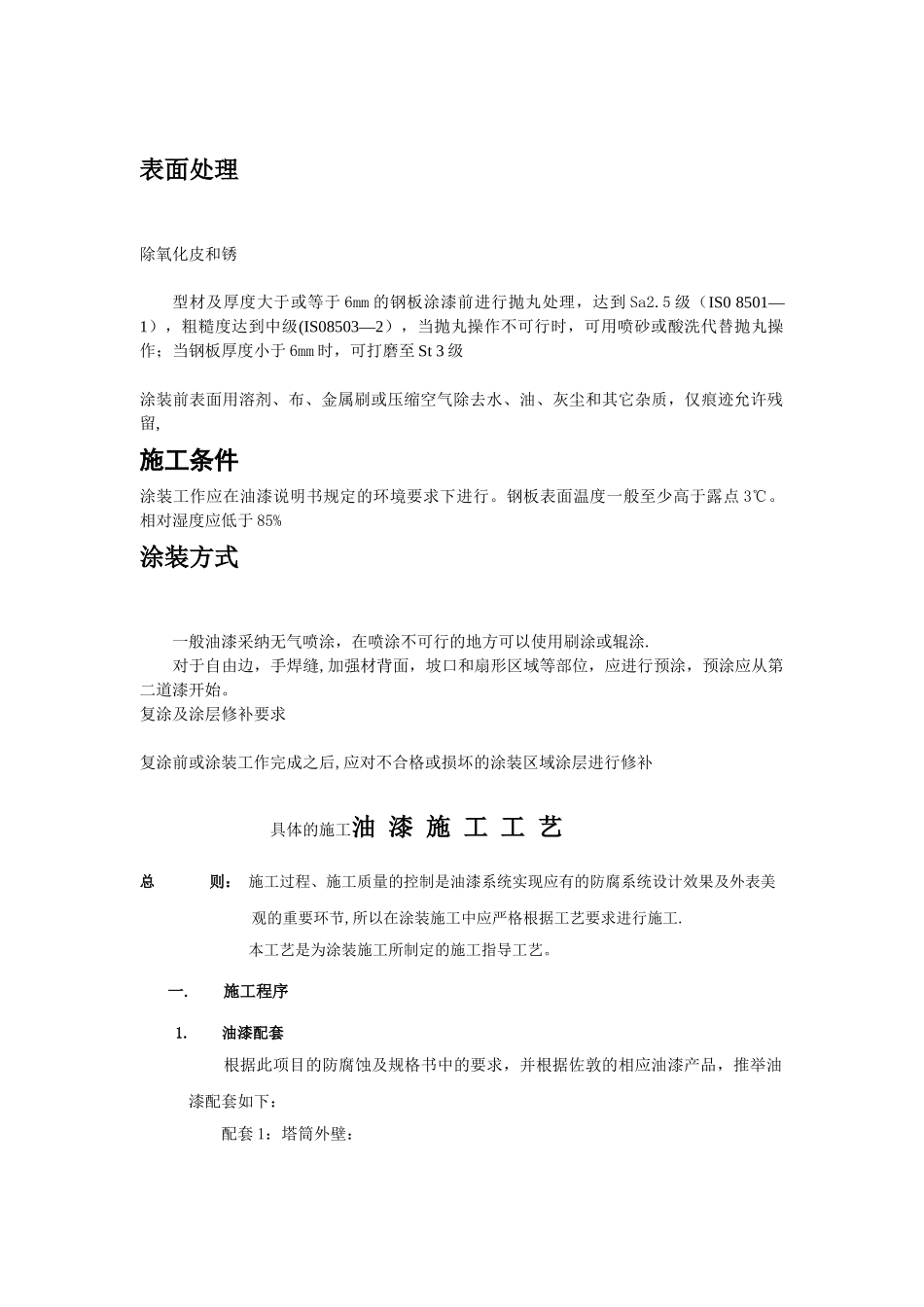
油漆配套 根据此项目的防腐蚀及规格书中的要求,并根据佐敦的相应油漆产品,推举油漆配套如下: 配套 1:塔筒外壁:油漆名称膜 厚稀释剂备注底 漆Penguard Express80No
17面 漆Pioner Topcoat80*2No
7Total:总膜厚240 微米2.表面处理2
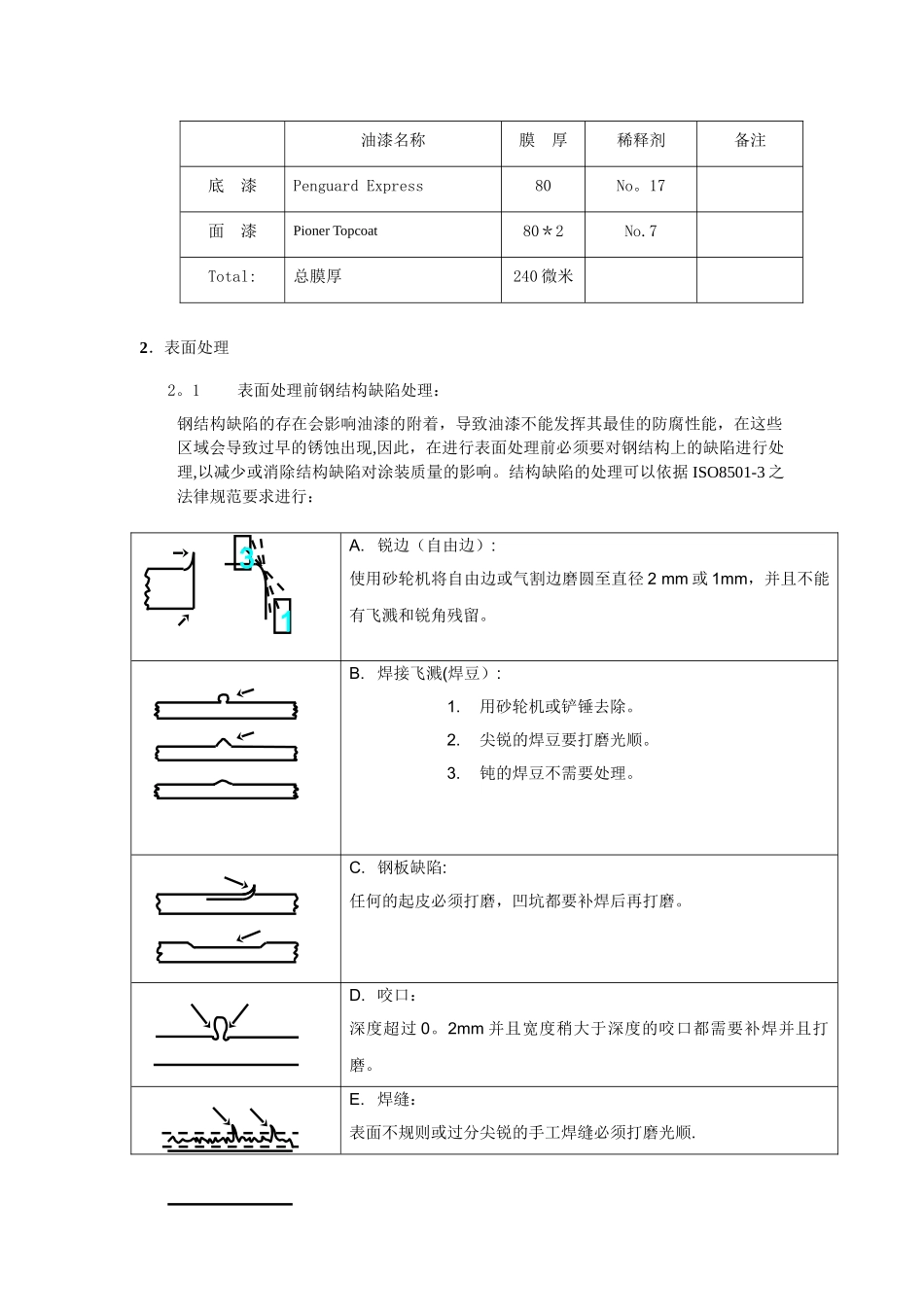
1表面处理前钢结构缺陷处理:钢结构缺陷的存在会影响油漆的附着,导致油漆不能发挥其最佳的防腐性能,在这些区域会导致过早的锈蚀出现,因此,在进行表面处理前必须要对钢结构上的缺陷进行处理,以减少或消除结构缺陷对涂装质量的影响
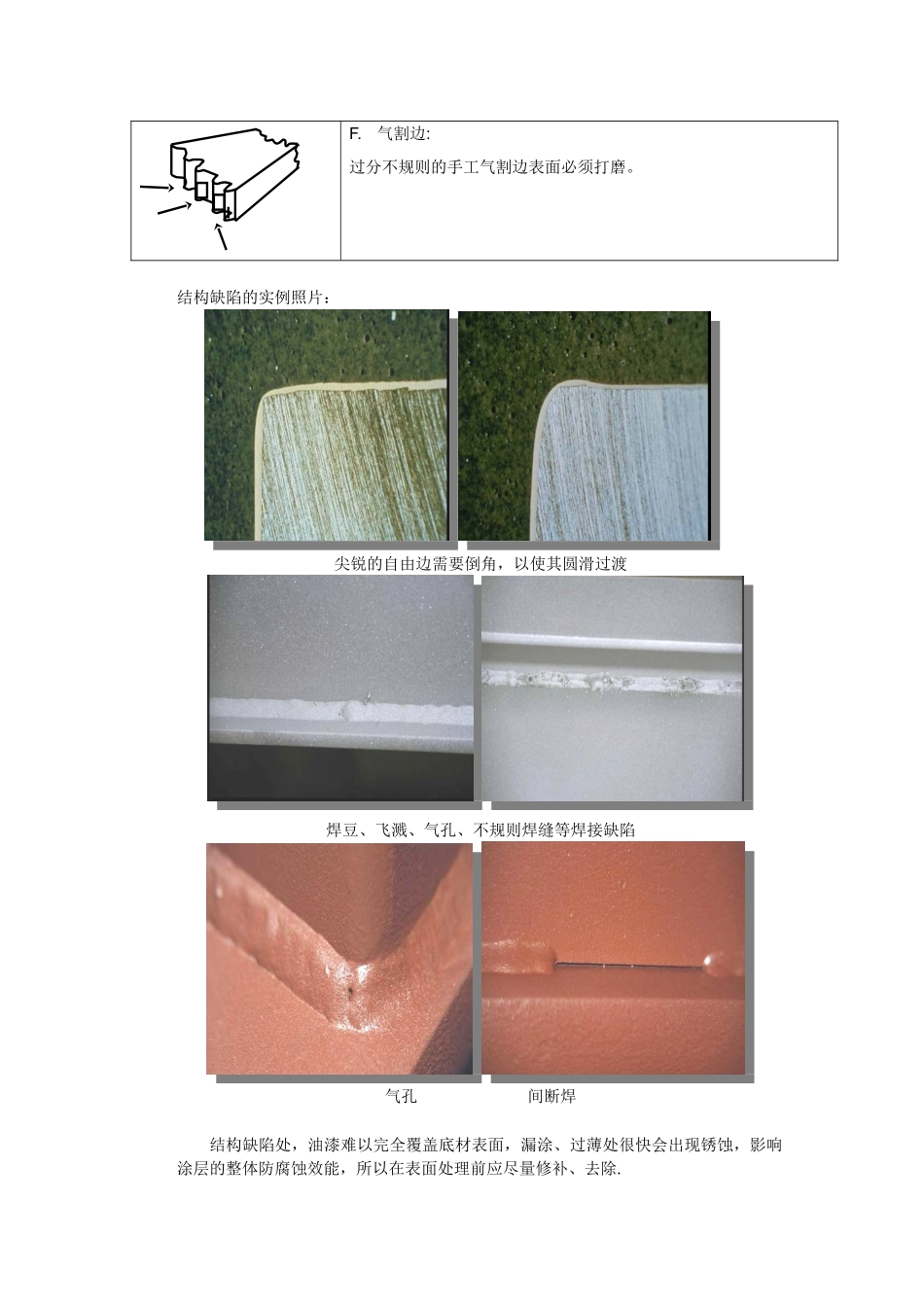
结构缺陷的处理可以依据 ISO8501-3 之法律规范要求进行:A
锐边(自由边):使用砂轮机将自由边或气割边磨圆至直径 2 mm 或 1mm,并且不能有飞溅和锐角残留