第1页共38页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共38页MAG焊焊接施工(二)单面焊双面成形技术内容摘要:单面焊双面成形是手工电弧焊中难度较大的焊接技术
无论是板类、管类还是管板类焊接,如下一些技术关键是通用的:1、影响单面焊双面成形质量成败的关键是背面成形,而影响背面成形的因素有坡口钝边、接头间隙、焊接电流、电弧电压
当其它条件(接头间隙、焊接电流、电弧电压、操作手法)不变时,坡口钝边尺寸越大,背面成形越差
当钝边尺寸大于2mm时,背面易产生下凹和未焊透等缺陷
因此所有工件的钝边高度不能超过2mm;坡口间隙增大,虽然操作容易掌握,但焊缝背面余高会增加,而且容易出现烧穿和焊瘤
合适的间隙为焊丝直径的2倍左右
为防止收缩,始焊处可小一些,终焊处可大一些,一般为2~2
焊接电流、电弧电压与背面余高成正比
但焊接规范太大,成形不易控制,容易形成烧穿和焊瘤;焊接规范太小,又容易形成未焊透
2、各种双面成形焊接过程中应认真把握的技术关键为自妈至终保持焊接熔池前的熔孔,前述所有相关因素(参数)是否调节到了合适程度的检验标准就是看熔池前的熔孔
若没有熔孔出现,肯定没有焊透,背面没有成形;熔孔大于坡口间隙0
5mm,背面有烧穿的危险,应采取将电弧引到坡面或熄弧的措施降温;若熔孔大于坡口间隙1mm以上,则背面已出现烧穿
3、焊前焊接区的清理、修磨对于保证焊接质量至关重要,要认真做好;焊后清理也不能马虎
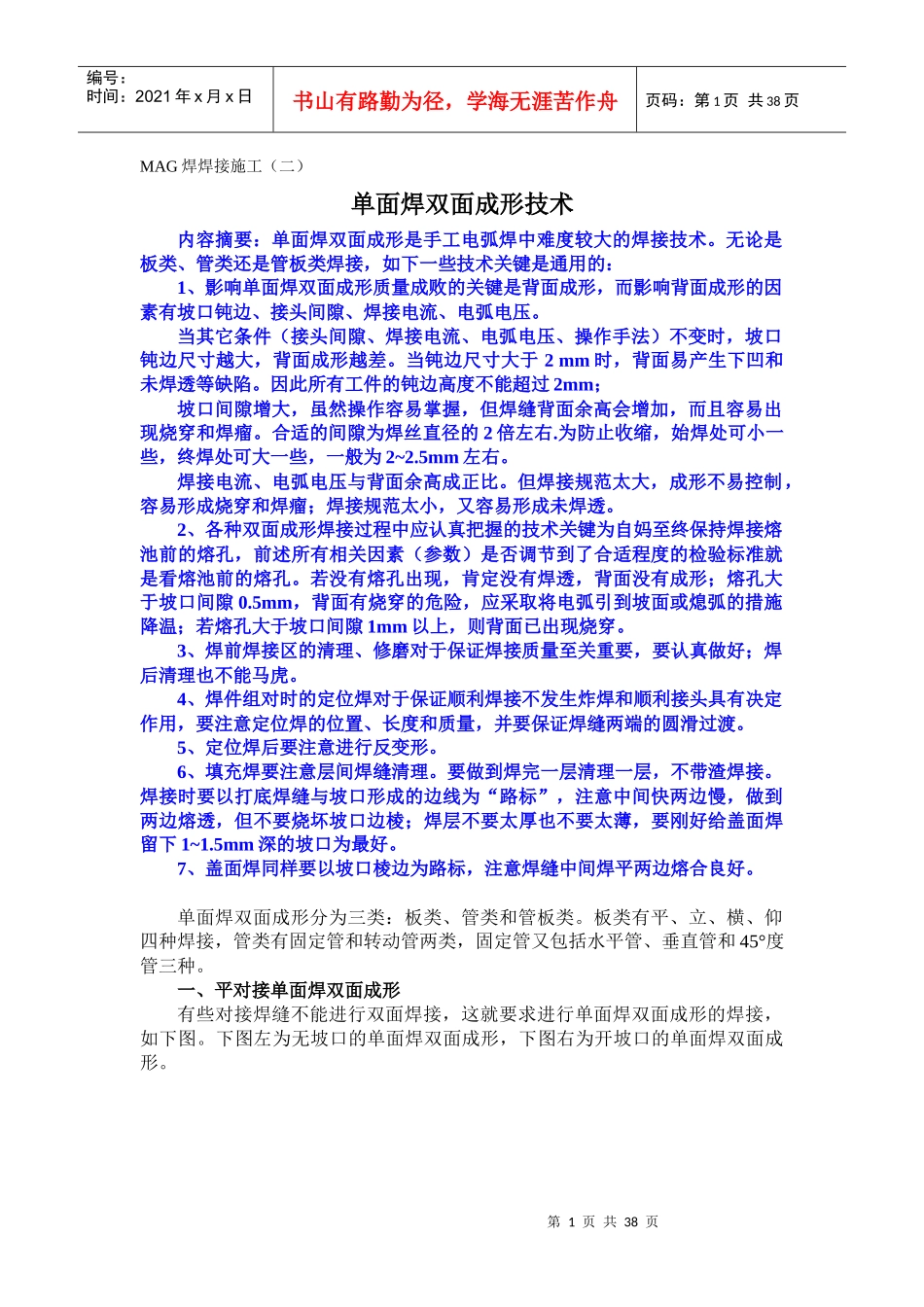
4、焊件组对时的定位焊对于保证顺利焊接不发生炸焊和顺利接头具有决定作用,要注意定位焊的位置、长度和质量,并要保证焊缝两端的圆滑过渡
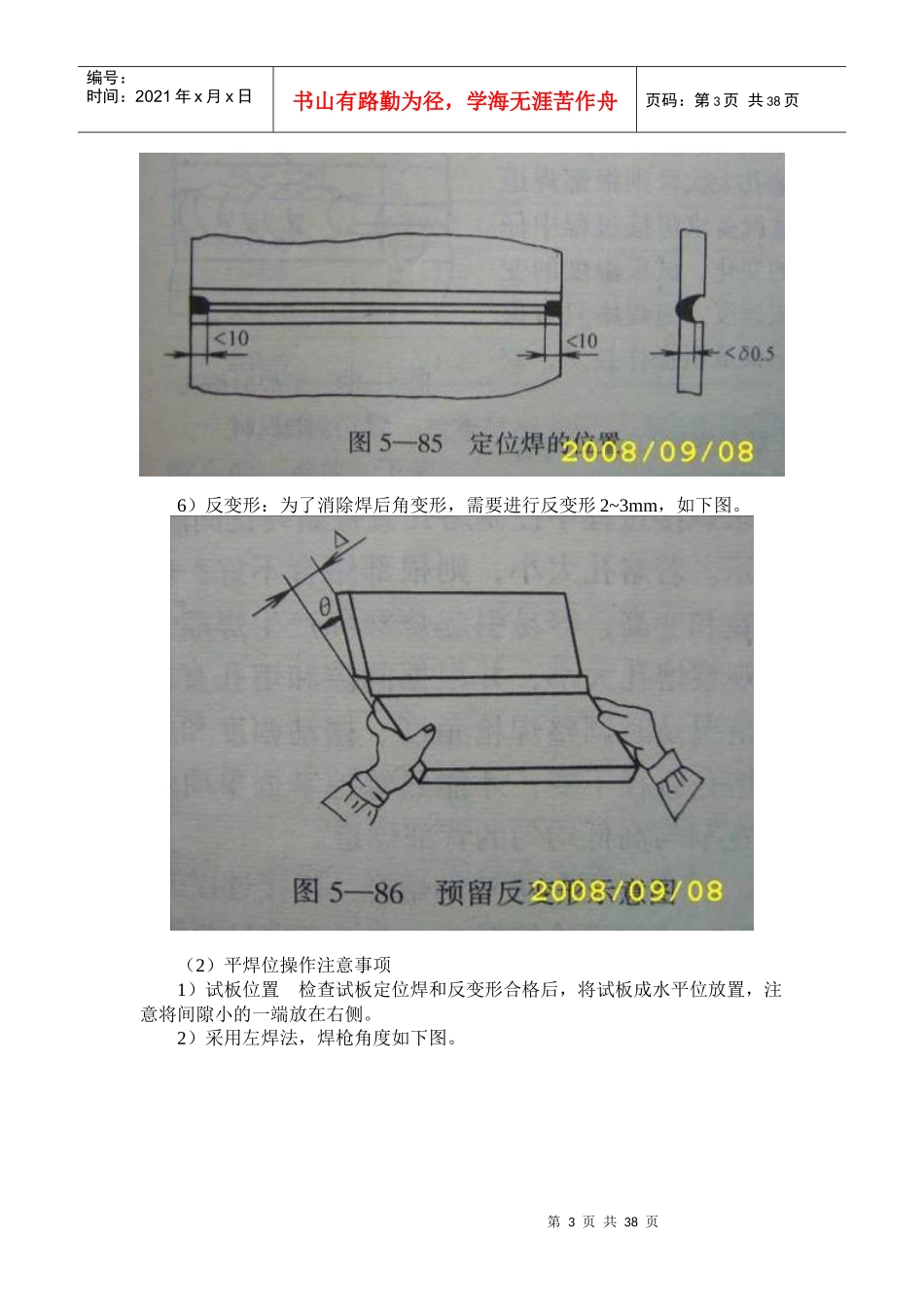
5、定位焊后要注意进行反变形
6、填充焊要注意层间焊缝清理
要做到焊完一层清理一层,不带渣焊接
焊接时要以打底焊缝与坡口形成的边线为“路标”,注意中间快两边慢,做到两边熔透,但不要烧坏坡口边棱;焊层不要太厚也不要太