项目一数控机床基本操作[学习目标]通过本课题学习,掌握数控车床的基本结构及其各轴移动方向对应的坐标轴;理解坐标系的确立原则,以及机床上几种坐标系的联系与区别;掌握M、S、T指令在程序中的用法,以及增量与绝对坐标系的使用情况;并练习掌握加工前的对刀准备动作
[知识点]本课题主要讲解以下知识点:1、弄清楚机床结构及其移动方向对应坐标轴;2、坐标系的确立原则;3、机床坐标系、编程坐标系、加工坐标系的联系与区别;4、绝对坐标与增量坐标;5、加工前的准备动作之一——对刀;6、M、S、T指令
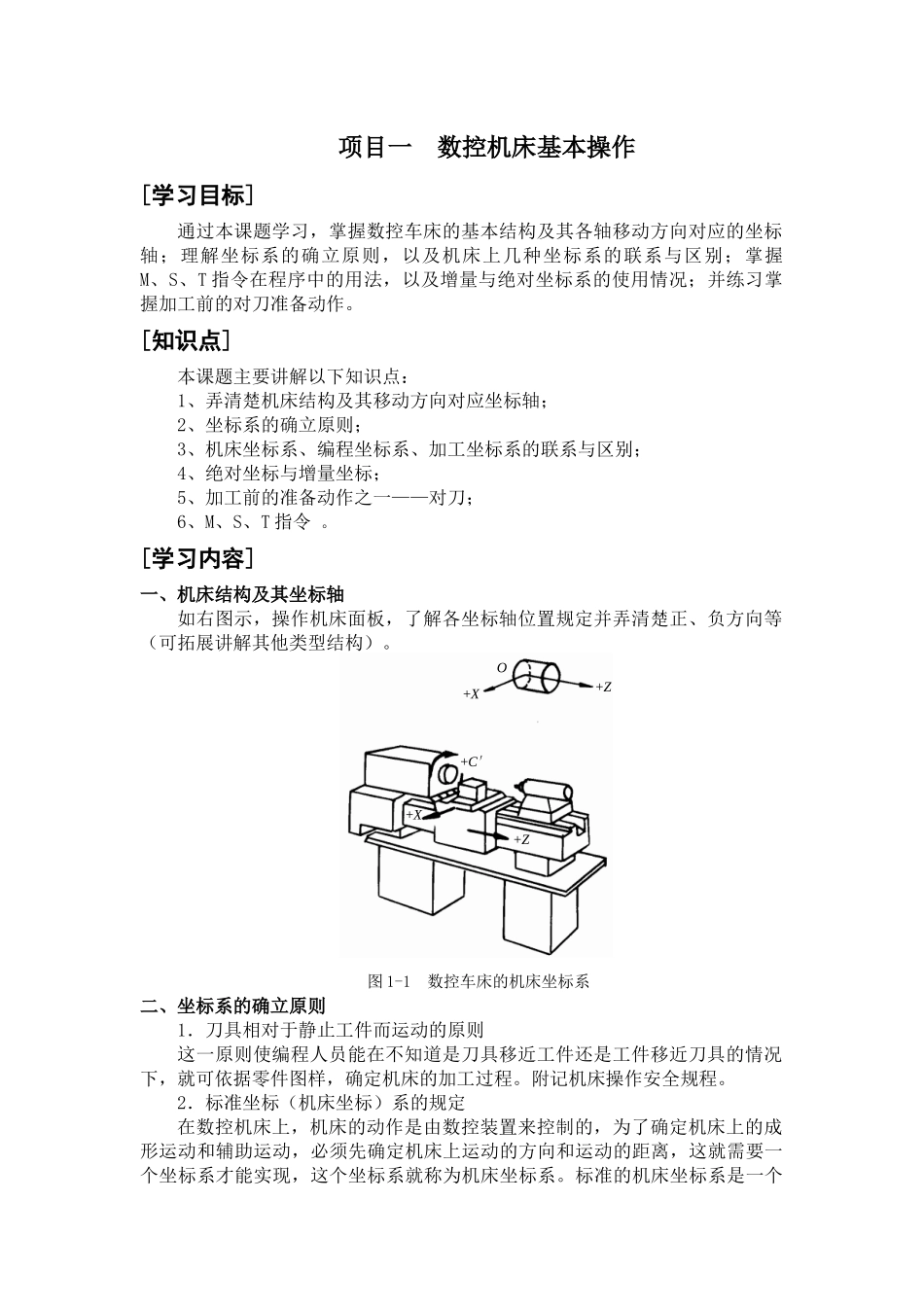
[学习内容]一、机床结构及其坐标轴如右图示,操作机床面板,了解各坐标轴位置规定并弄清楚正、负方向等(可拓展讲解其他类型结构)
图1-1数控车床的机床坐标系二、坐标系的确立原则1.刀具相对于静止工件而运动的原则这一原则使编程人员能在不知道是刀具移近工件还是工件移近刀具的情况下,就可依据零件图样,确定机床的加工过程
附记机床操作安全规程
2.标准坐标(机床坐标)系的规定在数控机床上,机床的动作是由数控装置来控制的,为了确定机床上的成形运动和辅助运动,必须先确定机床上运动的方向和运动的距离,这就需要一个坐标系才能实现,这个坐标系就称为机床坐标系
标准的机床坐标系是一个+Z+XO+C′+Z+X右手笛卡尔直角坐标系
3.运动的方向数控机床的某一部件运动的正方向,是增大工件和刀具之间距离的方向
图1-2运动方向的判断示意图根据实际情况,结合具体机床,依次确定Z、X、Y轴
三、三点联系与区别1、机床原点:是指在机床上设置的一个固定的点,即机床坐标系的原点
它在机床装配、调试时就已确定下来了,是数控机床进行加工运动的基准参考点
在数控车床上,一般取在卡盘端面与主轴中心线的交点处,如图1-3(a)中即为机床原点
+Y+X+Z+Z+C+B+YO+X+A+X、+Y或Z+A、+B或+C+Y+Z′+C′+X+A+Y′+Z+