第1章备浆工段工艺过程1
1备浆工艺简介本次设计主要是针对备浆工段中废纸的碎解、粗筛、净化、精选、磨浆部分进行DCS设计
我们应用德国西门子公司的S7系统来进行硬件配置及软件组态,从而完成系统的控制要求
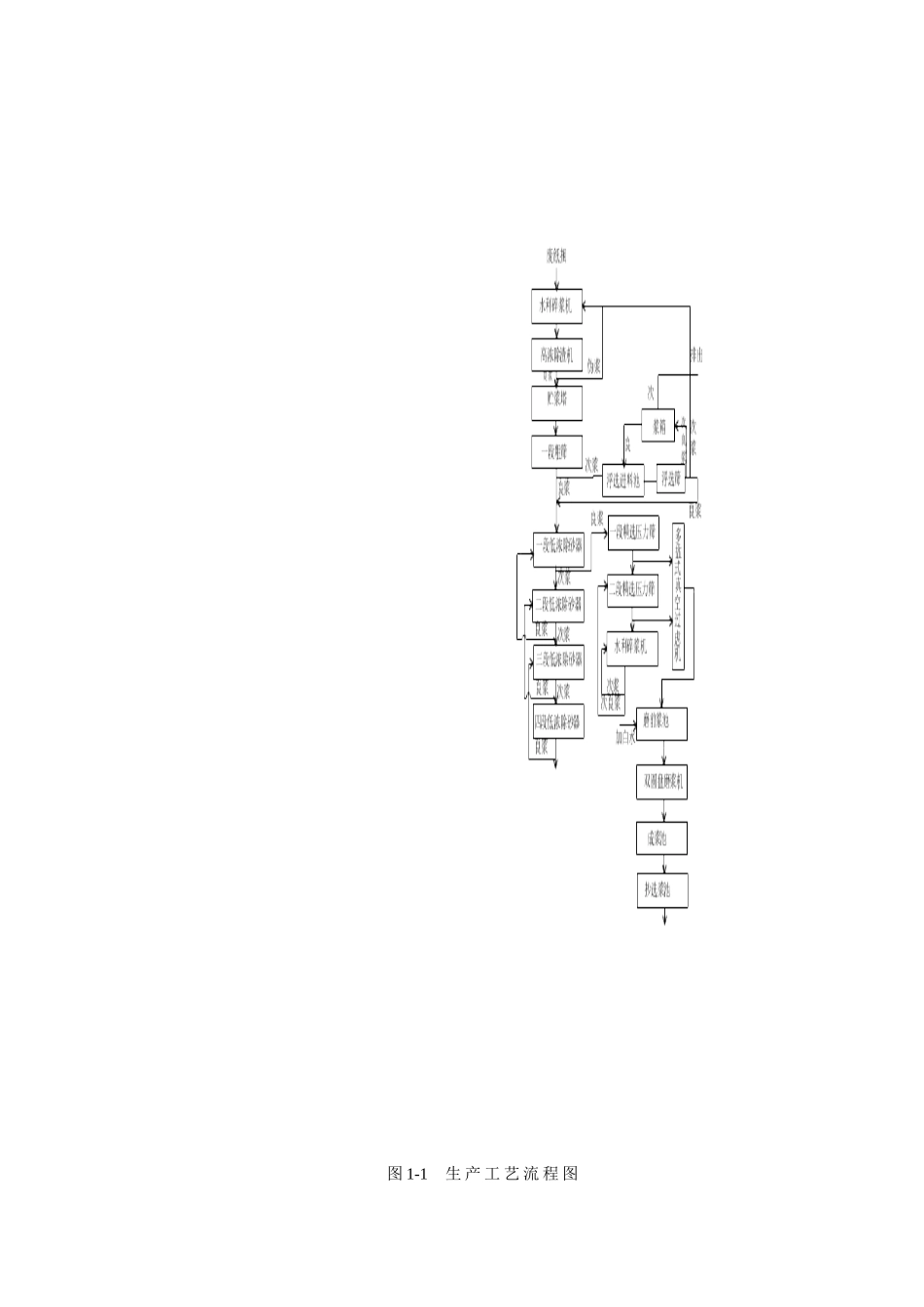
废纸的碎解流程一般为:原料进水力碎浆机—高浓除砂器—疏解机
该流程的任务是废纸碎解成纤维悬浮液,同时去除废纸中的各种轻重杂质
链板机将废纸包送到水力碎浆机,原料被一个一个放到链板机上,包上的捆绑铁丝已被切断,如果有大块的杂质、铁块应在链板机上及时清理掉
碎浆机的操作是连续的
原料在碎浆机内被碎解,碎解后被稀释到4
5%,并由泵送到高浓除渣器进行处理,良浆被送到贮浆塔,浆渣被排出系统外
水力碎浆机的主要功能是混合原料与白水,使原料尽快的分解成可以泵送的浆料
大部分大块的杂质和重渣被从浆料中分离出,重杂质被收集到渣井中,绞绳机收集打抱的铁丝和一些绳状物;水力清渣机可去除大片重杂质和塑料片
高浓除渣器的功能是除去像砂子,铁钉,玻璃等杂质,进而减少对下段工序中设备的磨损
经过筛选、浓缩后的浆料还要经过盘磨,以获得适当的纤维特性;进入成浆池,准备送往造纸车间使用
磨浆是为了提高纸的质量,配浆过程中由于各浆料的浓度、流量、打浆度等参数一直在变,所以人工很难做到各浆料、胶料的精确配比,这样就容易出现配比不稳定,造成浆浓度波动,各浆池液位波动等相互关联的不利现象,恶化该工段和后续抄造工段的工艺条件,
本次设计采用了比率自动控制方式进行连续配浆,即利用成浆池液位控制的输出作为主要浆种的流量给定,并通过比率控制器决定其他浆种的流量给定
废纸经过水碎、高浓除渣器后进入粗筛系统进行处理,良浆送往下工序,浆渣经过多次处理后排出系统外
粗筛是为了除掉纸料中相对密度小而体积大的杂质,纸浆的初筛和精选都要用到压力筛,而压力筛在洗浆过程中一定要保证良浆和尾浆的按比例控制,又要防止压力筛的堵浆现象