焊接机器人在汽车底盘焊接中的应用本文首先介绍机器人焊接系统的常见应用方式及焊接机器人柔性系统,其后探讨多种机器人焊接新技术的应用及发展情况
焊接机器人最适合于多品种高质量生产方式,目前已广泛应用在汽车制造业,汽车底盘、座椅骨架、导轨、消声器以及液力变矩器等焊接件均使用了机器人焊接,尤其在汽车底盘焊接生产中得到了广泛的应用
国内生产的桑塔纳、帕萨特、别克、赛欧、波罗等后桥、副车架、摇臂、悬架、减振器等轿车底盘零件大都是以MIG焊接工艺为主的受力安全零件,主要构件采用冲压焊接,板厚平均为1
5~4mm,焊接主要以搭接、角接接头形式为主,焊接质量要求相当高,其质量的好坏直接影响到轿车的安全性能
应用机器人焊接后,大大提高了焊接件的外观和内在质量,并保证了质量的稳定性和降低劳动强度,改善了劳动环境
机器人焊接系统的常见应用方式按照焊接机器人系统在汽车底盘零部件焊接的夹具布局的不同特点,及外部轴等外围设施的不同配置,焊接机器人系统可分为以下几种形式
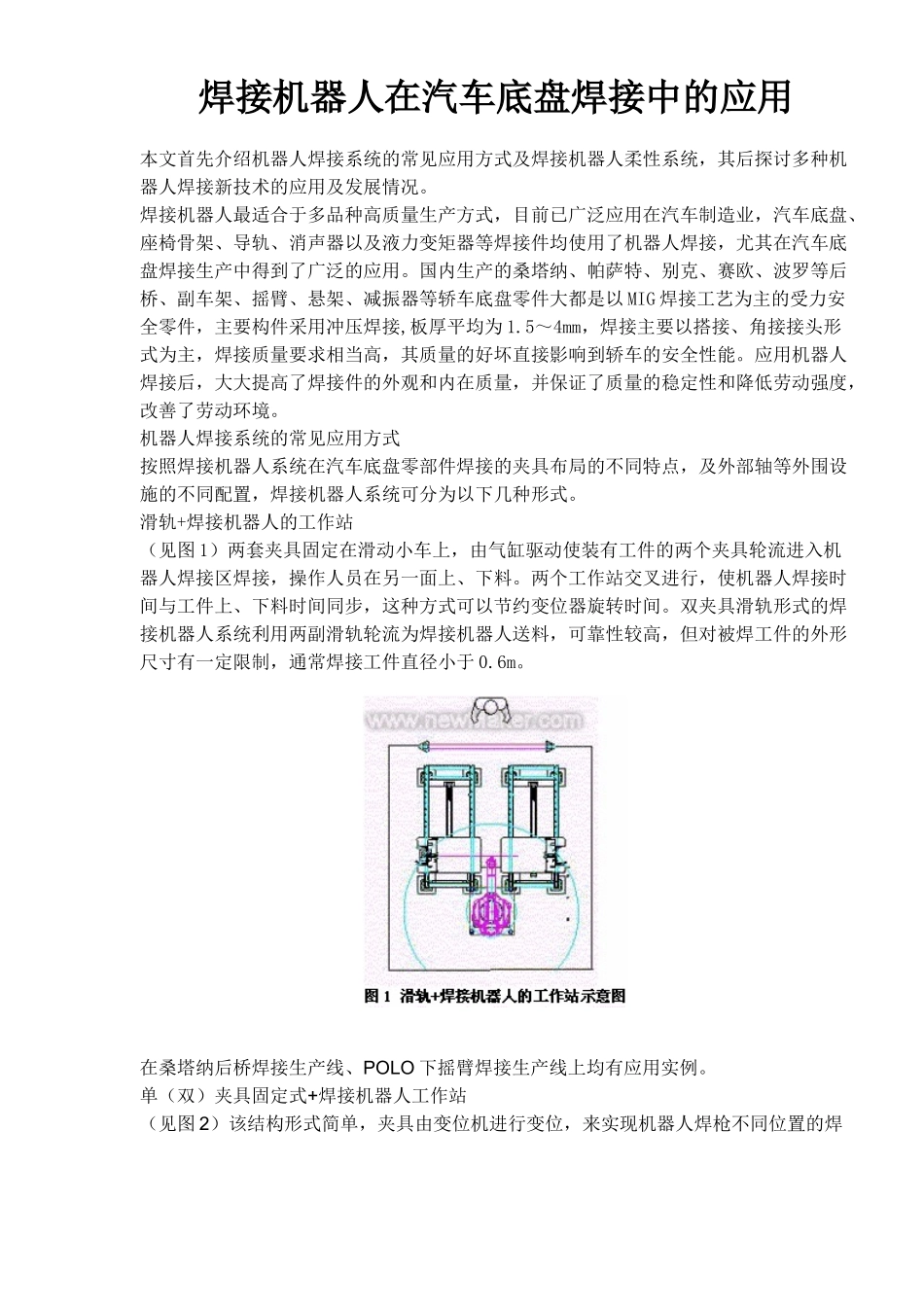
滑轨+焊接机器人的工作站(见图1)两套夹具固定在滑动小车上,由气缸驱动使装有工件的两个夹具轮流进入机器人焊接区焊接,操作人员在另一面上、下料
两个工作站交叉进行,使机器人焊接时间与工件上、下料时间同步,这种方式可以节约变位器旋转时间
双夹具滑轨形式的焊接机器人系统利用两副滑轨轮流为焊接机器人送料,可靠性较高,但对被焊工件的外形尺寸有一定限制,通常焊接工件直径小于0
在桑塔纳后桥焊接生产线、POLO下摇臂焊接生产线上均有应用实例
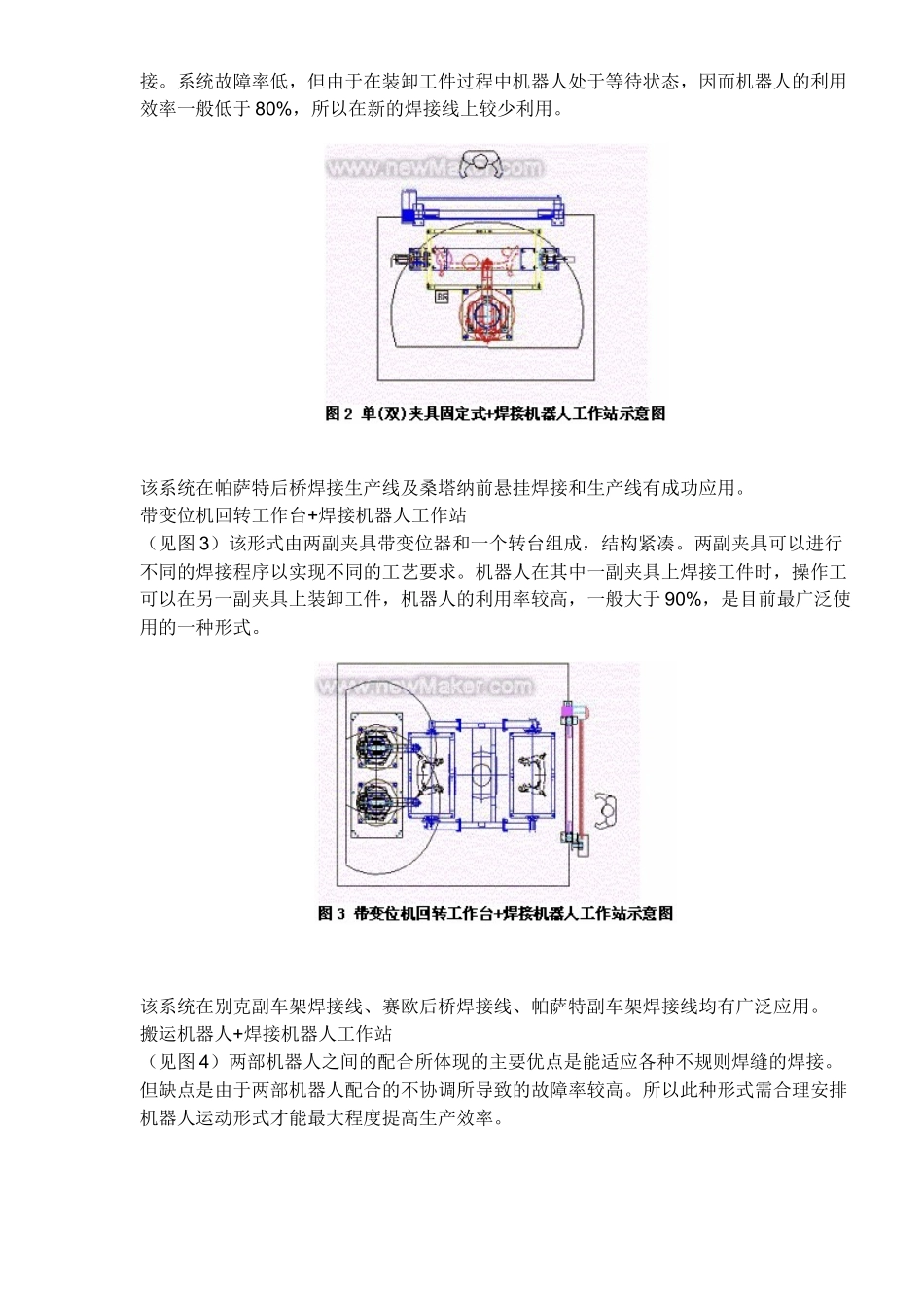
单(双)夹具固定式+焊接机器人工作站(见图2)该结构形式简单,夹具由变位机进行变位,来实现机器人焊枪不同位置的焊接
系统故障率低,但由于在装卸工件过程中机器人处于等待状态,因而机器人的利用效率一般低于80%,所以在新的焊接线上较少利用
该系统在帕萨特后桥焊接生产线及桑塔纳前悬挂焊接和生产线有成功应用