高级技师“金蓝领”职业资格鉴定论文提高CO2气体保护环缝焊接质量的措施姓名:张成明所在县市区:济宁市中区所在单位:山东山矿机械有限公司职业(工种):焊工提高CO2气体保护环缝焊接质量的措施张成明山东山矿机械有限公司摘要:介绍了CO2气体作保护环缝焊接原理和特点,及焊接过程中出现的焊接质量缺陷
分析了原因,从设备使用及维护、操作工艺、焊丝材料选用、CO2气体的使用等方面,阐明了产生焊接质量缺陷的原因
根据生产实践,从设备的使用方法、焊接材料的使用,操作工艺步骤、焊接工艺参数以及其它配套设施等方面,提出一些改善焊接质量的方法和措施
关键词点固焊;环缝自动焊接;熔滴;焊接质量;工艺;措施对于焊接回转类工件,通常较好的方法是环缝自动焊接
CO2气体保护环缝焊接就是利用CO2作为保护气体的气体保护焊接,焊枪固定,工件自动旋转,从而达到自动焊接的目的,它具有生产效率高、焊接成本低、焊接质量好、焊接适用性强、易于操作等优点
但也存在以下几个方面的不足;一是CO2焊接设备比较复杂,维护要求高;二是合金元素易烧损;三是焊接金属的飞溅较大,焊缝成型较差;四是易形成气孔、夹渣、咬边等焊接缺陷,影响焊接质量;五是对工件线速度要求较高
我分析了影响CO2气体保护焊接质量的原因,根据多年来的生产实践,提出了一些改进方法
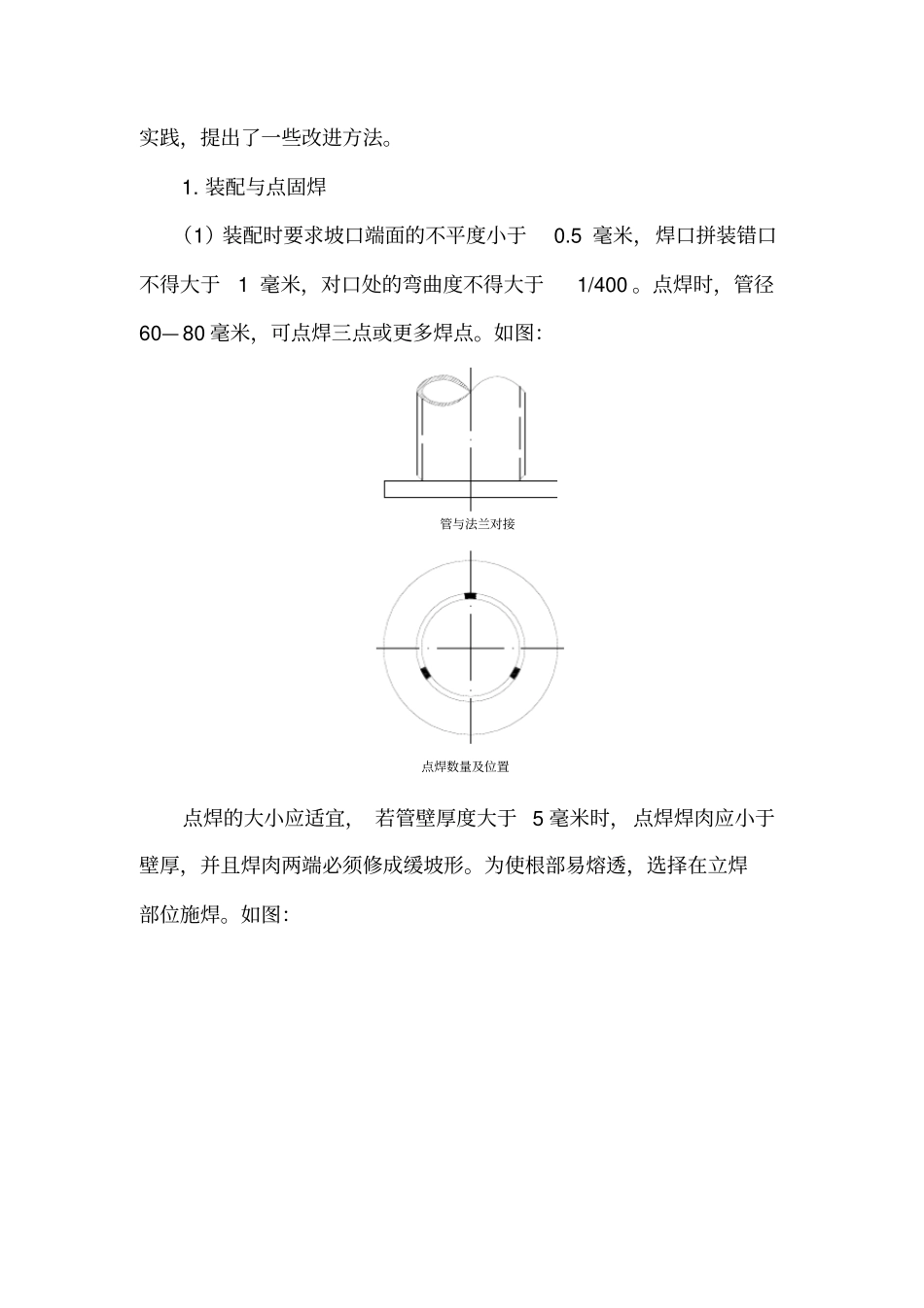
装配与点固焊(1)装配时要求坡口端面的不平度小于0
5毫米,焊口拼装错口不得大于1毫米,对口处的弯曲度不得大于1/400
点焊时,管径60—80毫米,可点焊三点或更多焊点
如图:点焊数量及位置管与法兰对接点焊的大小应适宜,若管壁厚度大于5毫米时,点焊焊肉应小于壁厚,并且焊肉两端必须修成缓坡形
为使根部易熔透,选择在立焊部位施焊
如图:管子转动方向焊接方向SA管子转动焊的立焊的位置部位(2)对于厚壁管子对接,为防止因转动时震动而使焊口根部出现裂缝,并便于操作
在对口前应将管子放在平整