第1页共3页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共3页泉州明益轻工有限公司作业文件检验规程编号MY-QF-01编制版本1
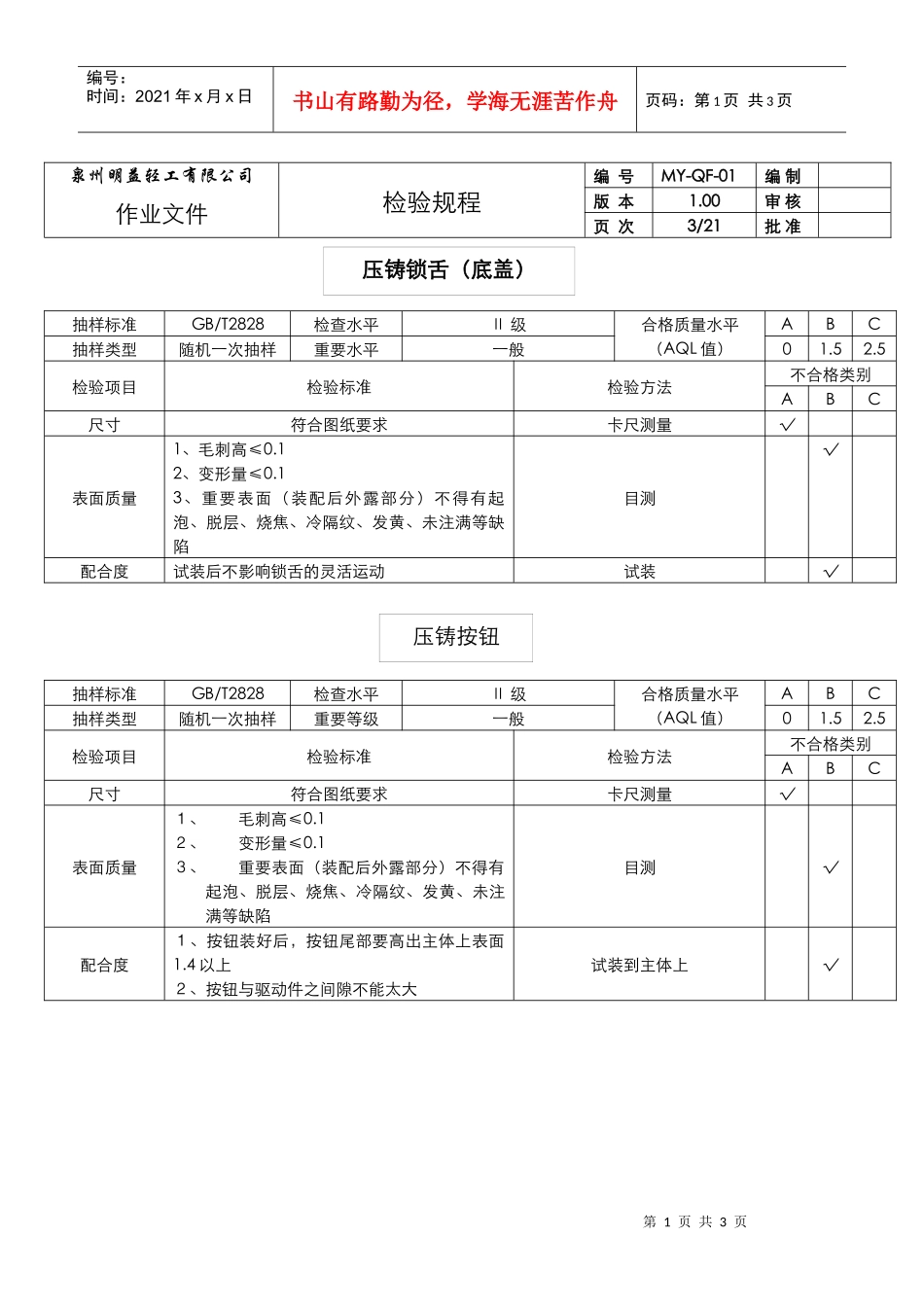
00审核页次3/21批准抽样标准GB/T2828检查水平Ⅱ级合格质量水平(AQL值)ABC抽样类型随机一次抽样重要水平一般01
5检验项目检验标准检验方法不合格类别ABC尺寸符合图纸要求卡尺测量√表面质量1、毛刺高≤0
12、变形量≤0
13、重要表面(装配后外露部分)不得有起泡、脱层、烧焦、冷隔纹、发黄、未注满等缺陷目测√配合度试装后不影响锁舌的灵活运动试装√抽样标准GB/T2828检查水平Ⅱ级合格质量水平(AQL值)ABC抽样类型随机一次抽样重要等级一般01
5检验项目检验标准检验方法不合格类别ABC尺寸符合图纸要求卡尺测量√表面质量1、毛刺高≤0
12、变形量≤0
13、重要表面(装配后外露部分)不得有起泡、脱层、烧焦、冷隔纹、发黄、未注满等缺陷目测√配合度1、按钮装好后,按钮尾部要高出主体上表面1
4以上2、按钮与驱动件之间隙不能太大试装到主体上√压铸锁舌(底盖)压铸按钮第2页共3页第1页共3页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共3页泉州明益轻工有限公司作业文件检验规程编号MY-QF-01编制版本1
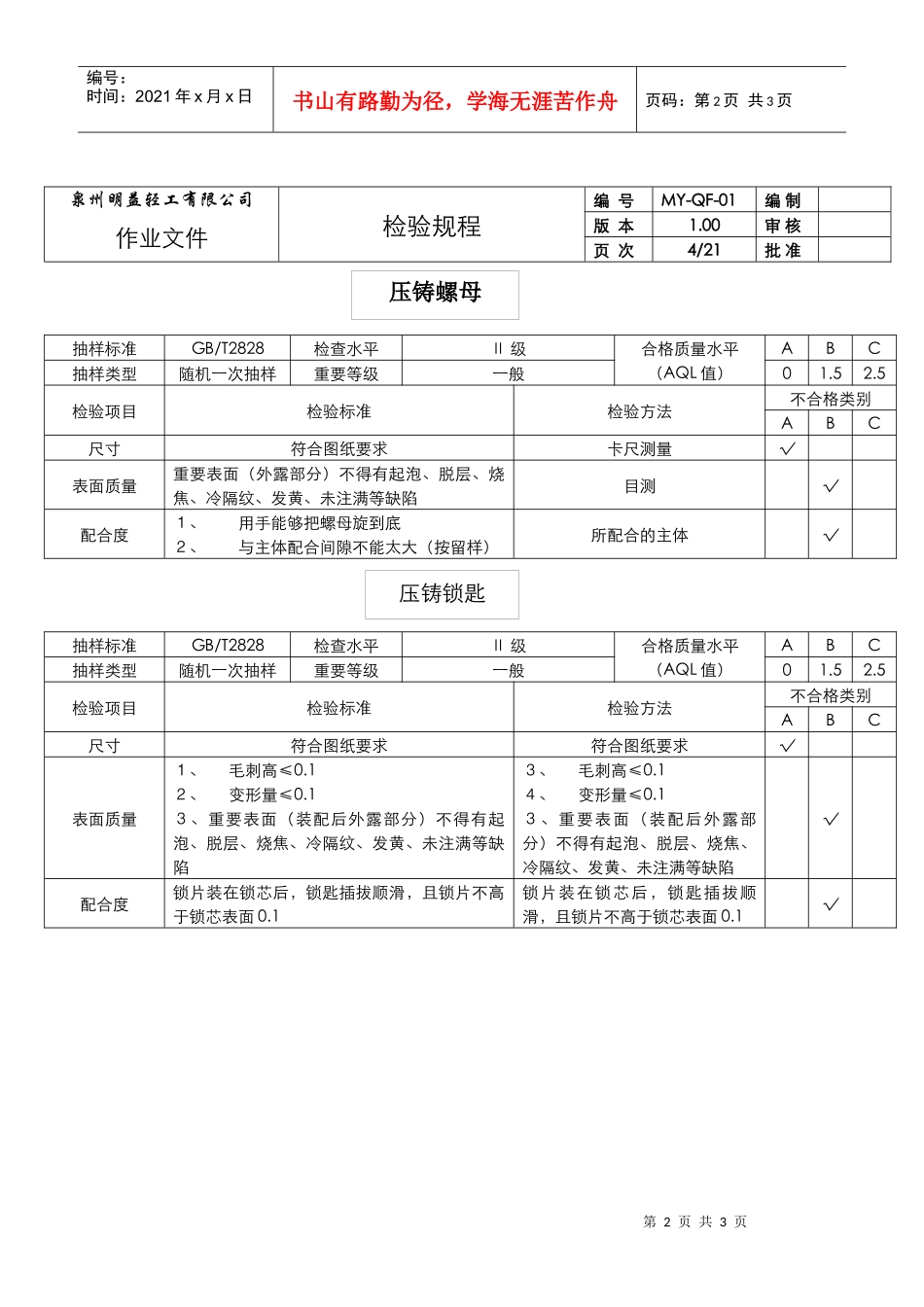
00审核页次4/21批准抽样标准GB/T2828检查水平Ⅱ级合格质量水平(AQL值)ABC抽样类型随机一次抽样重要等级一般01
5检验项目检验标准检验方法不合格类别ABC尺寸符合图纸要求卡尺测量√表面质量重要表面(外露部分)不得有起泡、脱层、烧焦、冷隔纹、发黄、未注满等缺陷目测√配合度1、用手能够把螺母旋到底2、与主体配合间隙不能太大(按留样)所配合的主体√抽样标准GB/T2828检查水平Ⅱ级合格质量水平(AQL值)ABC抽样类型随机一次抽样重要等级一般01