第1页共27页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共27页钢筋加工工序作业要点卡片序号工序作业控制要点1钢筋备料钢筋表面的油渍、漆污、水泥浆和用锤敲击能剥落的浮皮、铁锈等均应清除干净,钢筋应平直、无局部折曲
2机械检查使用使用钢筋冷拉机、切断机、弯曲机、应遵守钢筋机械安全技术操作规程,先检查后使用,使用后切断电源,设备应做好“十字作业”(清洁、润滑、调整、紧固、防腐)3下料弯曲钢筋下料长度=总长度(扣除保护层后,钢筋外皮尺寸)+斜段增加长度-弯折量度差+端部弯钩增长值(根据设计图计算,设计无规定时设标准弯钩)
箍筋下料长度=箍筋周长-10d箍筋直径+箍脚长度(不应小于5d和50mm)
根据下料长度和设计图纸编制配料单,钢筋下料依据配料单进行
使用切断机断料时不能超过机械的负载能力,在活动刀片前进时禁止送料,送料时距离刀口的距离不得小于15mm
4弯制用螺纹钢筋制成的箍筋,其末端应有弯钩,弯钩的弯曲内直径应大于受力钢筋直径,且不应小于箍筋直径的2
弯起钢筋应做成平滑曲线,钢筋的最小弯曲半径:HRB335钢筋的最小弯曲半径应为12倍钢筋直径,HRB400钢筋的最小弯曲半径应为14倍钢筋直径,钢筋应在常温下加工,不宜加热
弯制钢筋宜从中部开始,逐步弯向两端,弯钩应一次弯成
序号工序作业控制要点5储存加工好的钢筋应编号、分类存放、并做好标识
钢筋存放场地需进行硬化,有防雨防潮措施
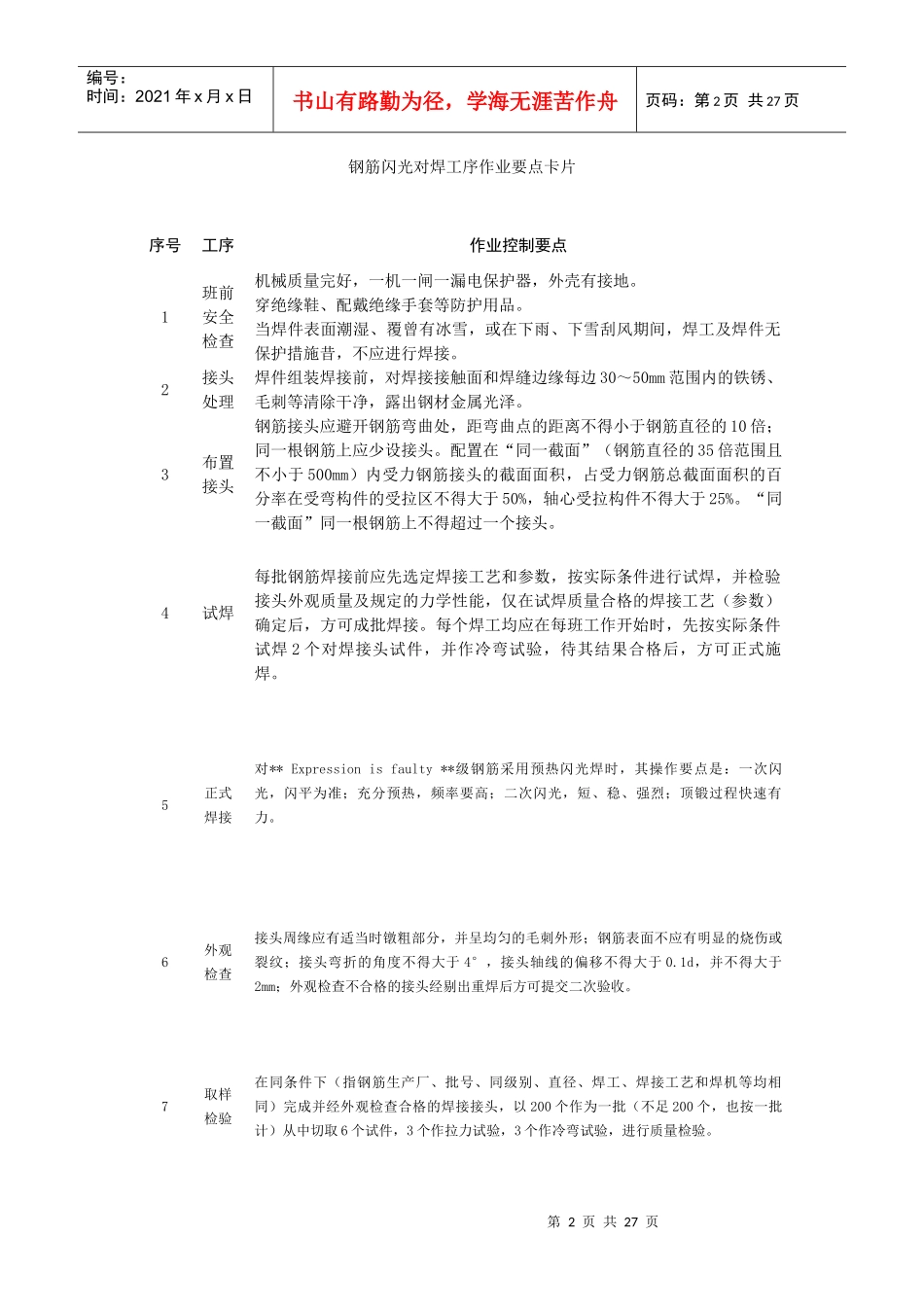
下道工序:安装钢筋标准弯钩图钢筋加工允许偏差表序号名称允许偏差(mm)1受力钢筋顺长度方向的全长l≤5000L>50002弯起钢筋的弯起位置±10±20注:l为钢筋长度(mm)
第2页共27页第1页共27页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共27页钢筋闪光对焊工序作业要点卡片序号工序作业控制要点1班前安全检查机械质量完好,一机