第62页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第62页共11页浙江致威电子科技有限公司ZhejiangZhiWeiElectronicTechnologyLTD
;CO注塑成型缺陷及解决方案内部培训教第63页共11页第62页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第63页共11页材制作:杨胜迁日期:2011年4月份第一章注塑成型缺陷及解决方法第一节欠注一.名词解释熔料进入型腔后没有充填完全,导致产品缺料叫做欠注或短射
故障分析及排除方法:1
设备选型不当
在选用注塑设备时,注塑机的最大注射量必须大于塑件重量
在验核时,注射总量(包括塑件、浇道及飞边)不能超出注射机塑化量的85%
供料不足,加料口底部可能有“架桥”现象
可适当增加射料杆注射行程,增加供料量
原料流动性能太差
应设法改善模具浇注系统的滞流缺陷,如合理设置浇道位置、扩大浇口、流道和注料口尺寸以及采用较大的喷嘴等
同时,可在原料配方中增加适量助剂,改善树脂的流动性能
应减少润滑剂用量及调整料筒与射料杆间隙,修复设备
冷料杂质阻塞流道
应将喷嘴拆卸清理或扩大模具冷料穴和流道的截面
浇注系统设计不合理
设计浇注系统时,要注意浇口平衡,各型腔内塑图5-1制品缺料示意图第64页共11页第63页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第64页共11页件的重量要与浇口大小成正比,是各型腔能同时充满,浇口位置要选择在厚壁部位,也可采用分流道平衡布置的设计方案
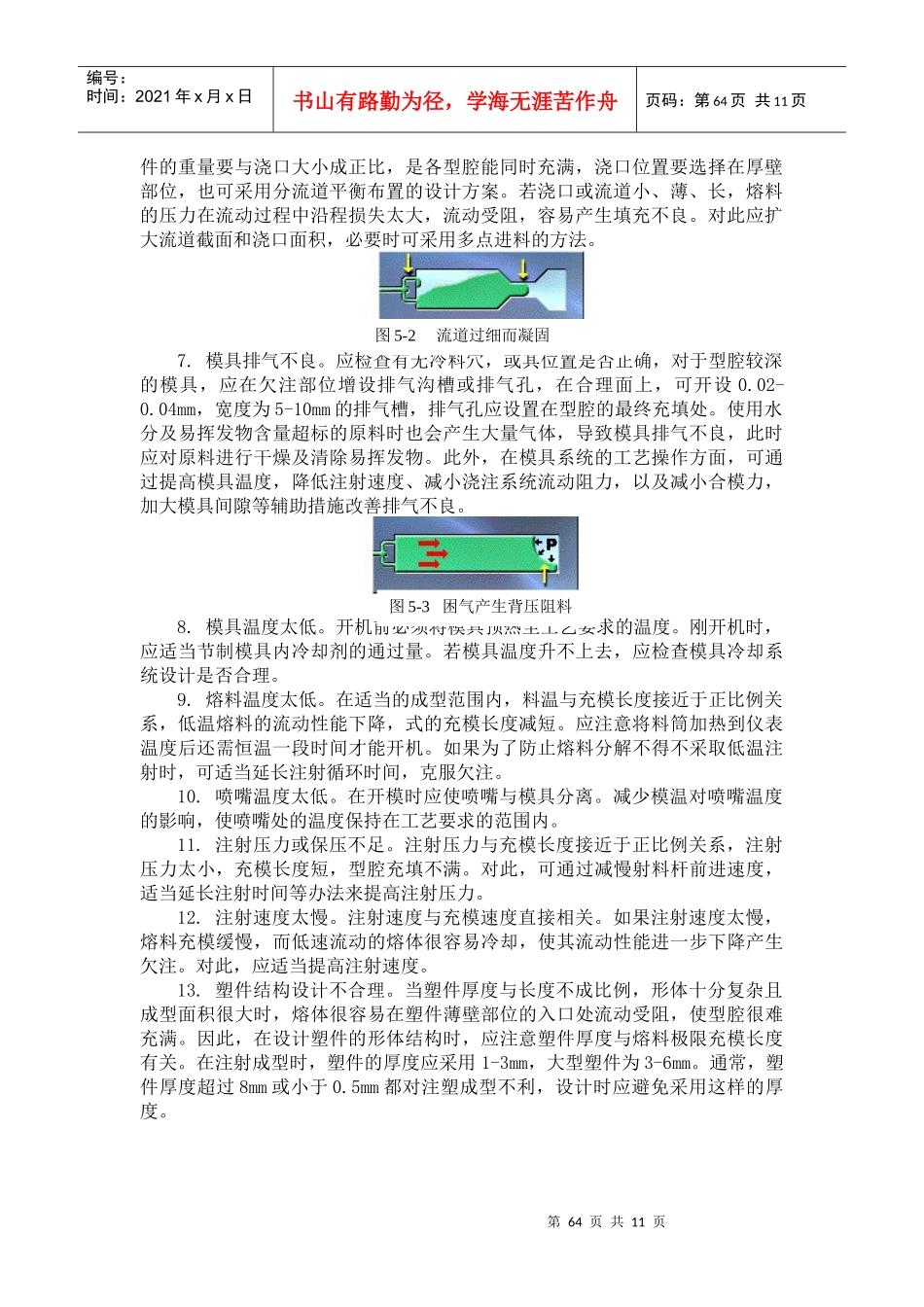
若浇口或流道小、薄、长,熔料的压力在流动过程中沿程损失太大,流动受阻,容易产生填充不良
对此应扩大流道截面和浇口面积,必要时可采用多点进料的方法
模具排气不良
应检查有无冷料穴,或其位置是否正确,对于型腔较深的模具,应在欠