整车电泳可行性分析报告一、电泳涂装简介电泳涂装是一种特殊的涂膜形成方法,电泳涂料是一种水性溶液或水乳液
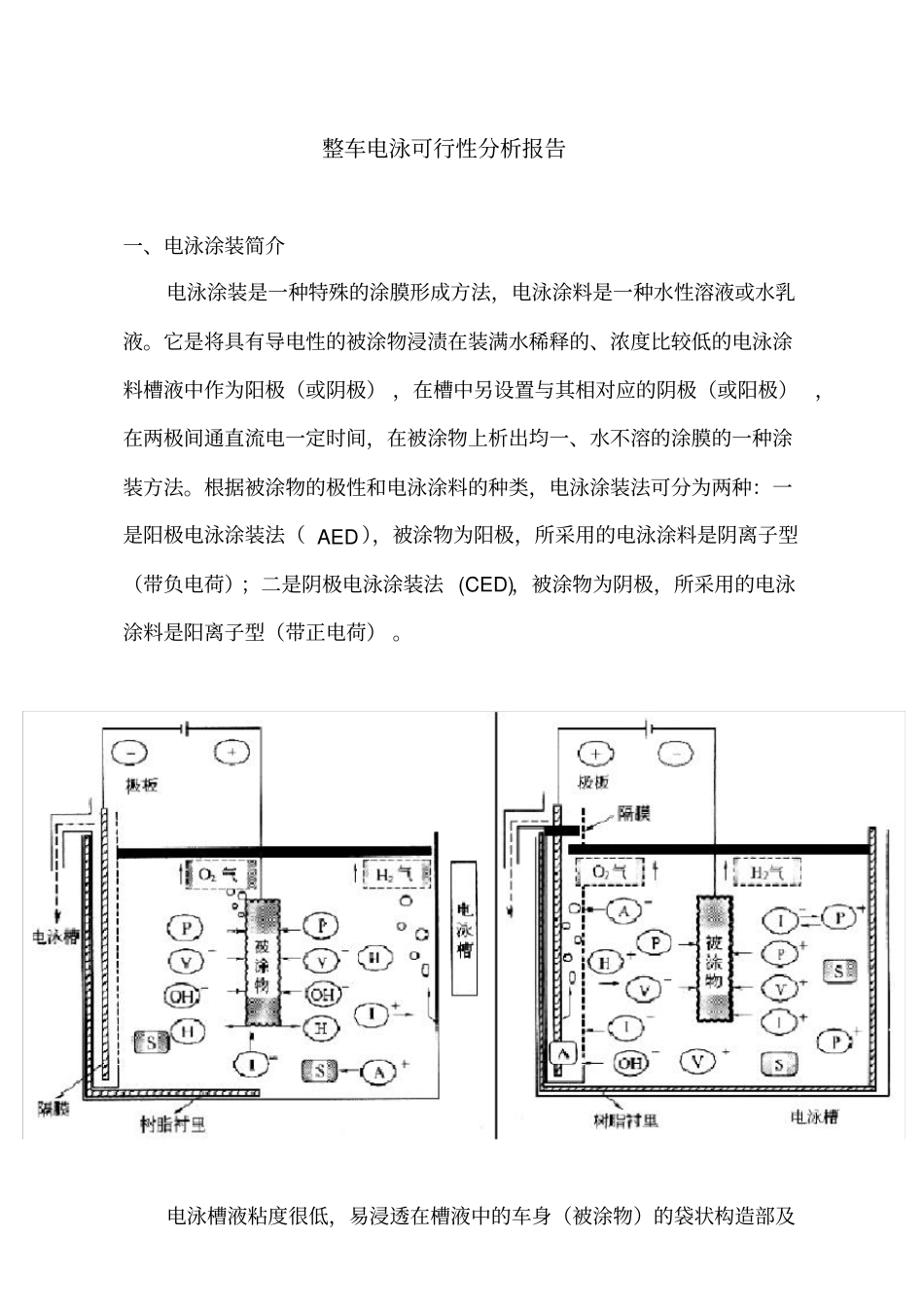
它是将具有导电性的被涂物浸渍在装满水稀释的、浓度比较低的电泳涂料槽液中作为阳极(或阴极),在槽中另设置与其相对应的阴极(或阳极),在两极间通直流电一定时间,在被涂物上析出均一、水不溶的涂膜的一种涂装方法
根据被涂物的极性和电泳涂料的种类,电泳涂装法可分为两种:一是阳极电泳涂装法(AED),被涂物为阳极,所采用的电泳涂料是阴离子型(带负电荷);二是阴极电泳涂装法(CED),被涂物为阴极,所采用的电泳涂料是阳离子型(带正电荷)
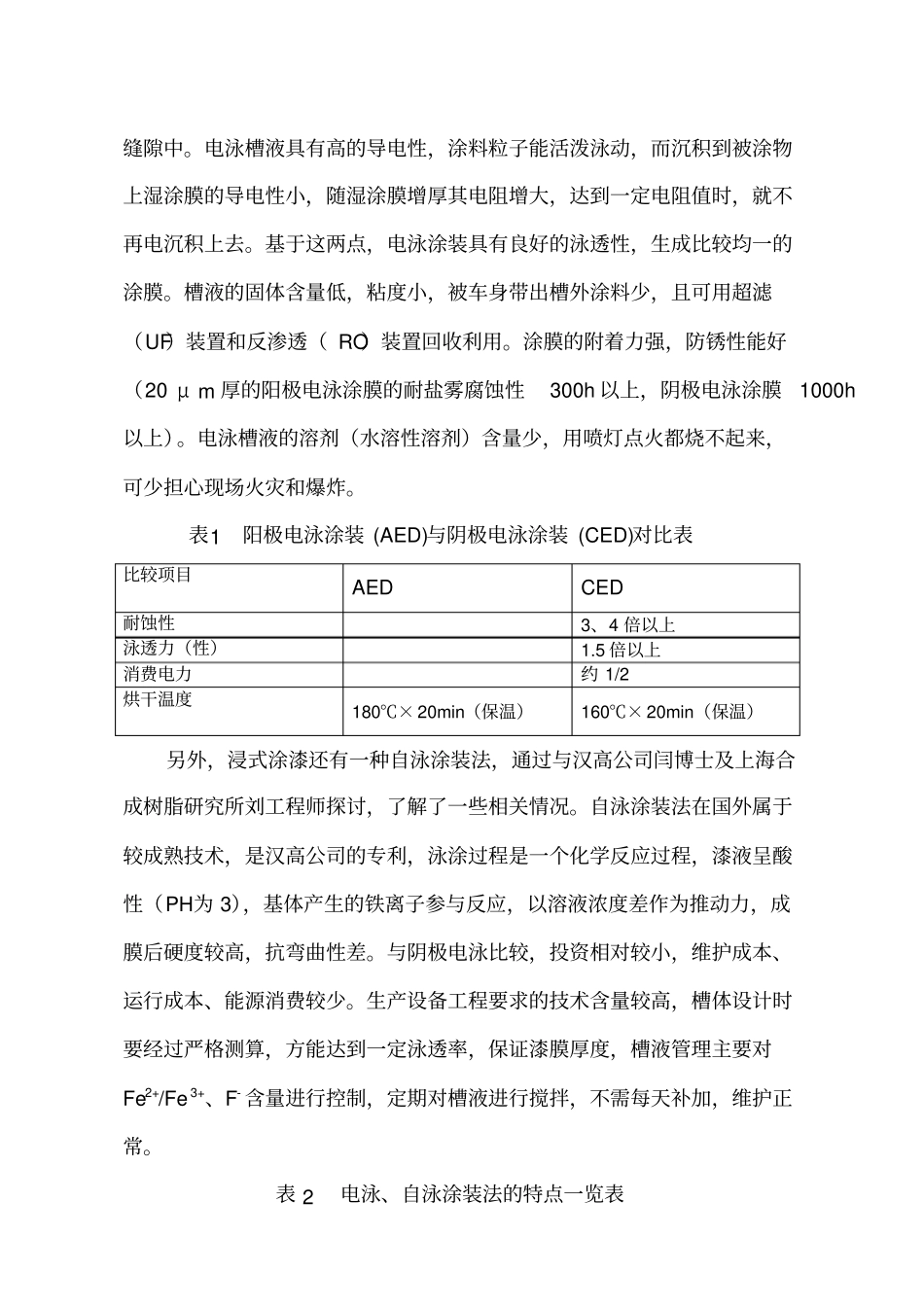
电泳槽液粘度很低,易浸透在槽液中的车身(被涂物)的袋状构造部及表1阳极电泳涂装(AED)与阴极电泳涂装(CED)对比表另外,浸式涂漆还有一种自泳涂装法,通过与汉高公司闫博士及上海合缝隙中
电泳槽液具有高的导电性,涂料粒子能活泼泳动,而沉积到被涂物上湿涂膜的导电性小,随湿涂膜增厚其电阻增大,达到一定电阻值时,就不再电沉积上去
基于这两点,电泳涂装具有良好的泳透性,生成比较均一的涂膜
槽液的固体含量低,粘度小,被车身带出槽外涂料少,且可用超滤(UF)装置和反渗透(RO)装置回收利用
涂膜的附着力强,防锈性能好(20μm厚的阳极电泳涂膜的耐盐雾腐蚀性300h以上,阴极电泳涂膜1000h以上)
电泳槽液的溶剂(水溶性溶剂)含量少,用喷灯点火都烧不起来,可少担心现场火灾和爆炸
成树脂研究所刘工程师探讨,了解了一些相关情况
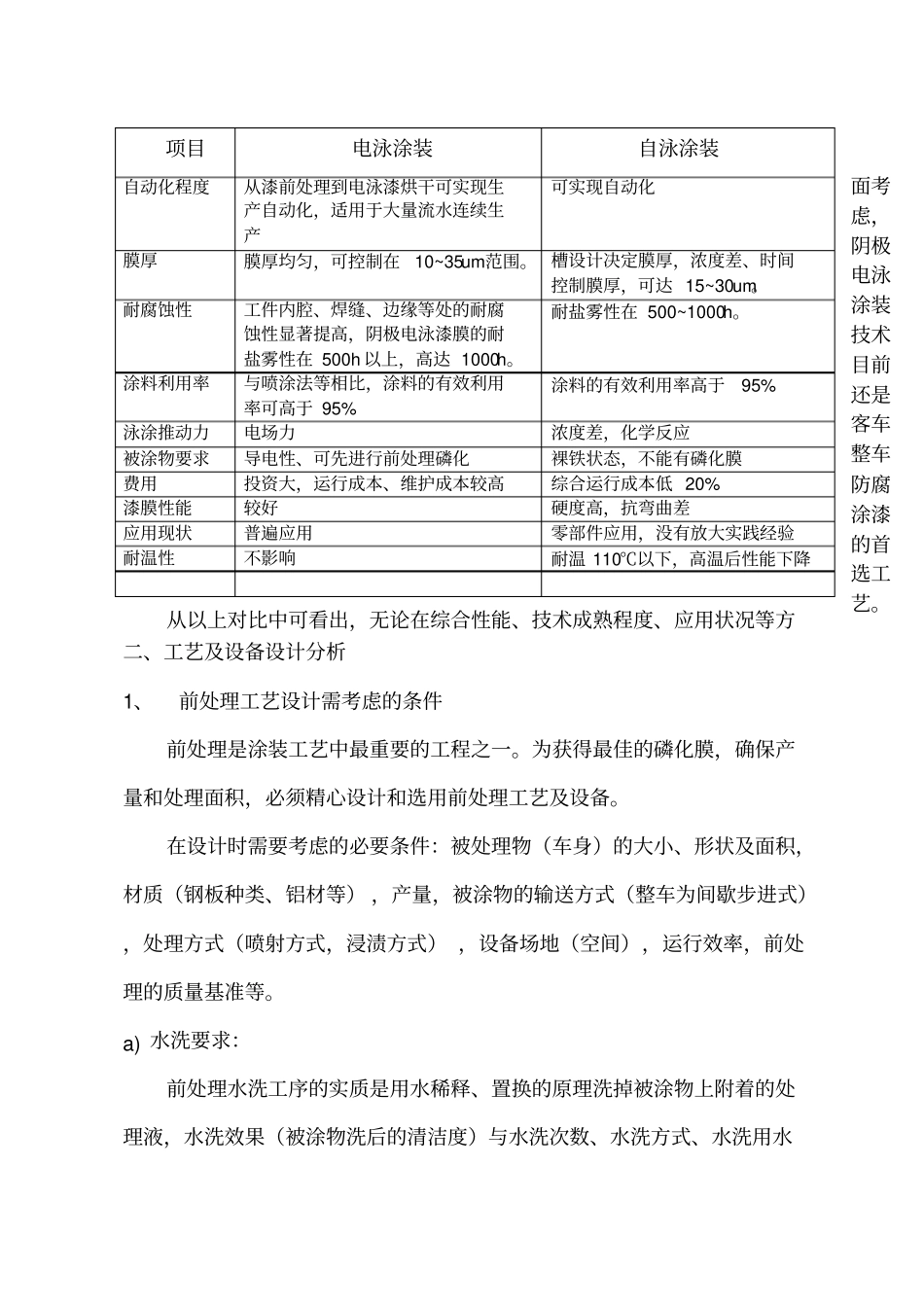
自泳涂装法在国外属于较成熟技术,是汉高公司的专利,泳涂过程是一个化学反应过程,漆液呈酸性(PH为3),基体产生的铁离子参与反应,以溶液浓度差作为推动力,成膜后硬度较高,抗弯曲性差
与阴极电泳比较,投资相对较小,维护成本、运行成本、能源消费较少
生产设备工程要求的技术含量较高,槽体设计时要经过严格测算,方能达到一定泳透率,保证漆膜厚度,槽液管理主