数控车床操作加工仿真实验一、实验目的1.掌握手工编程的编程步骤
2.掌握数控加工仿真系统的操作流程
二、实验内容1
了解数控仿真软件的应用背景
掌握手工编程的编程步骤3.掌握数控加工仿真系统的操作流程
三、实验设备1
海信工作站2
数控加工仿真软件四、实验操作步骤:1
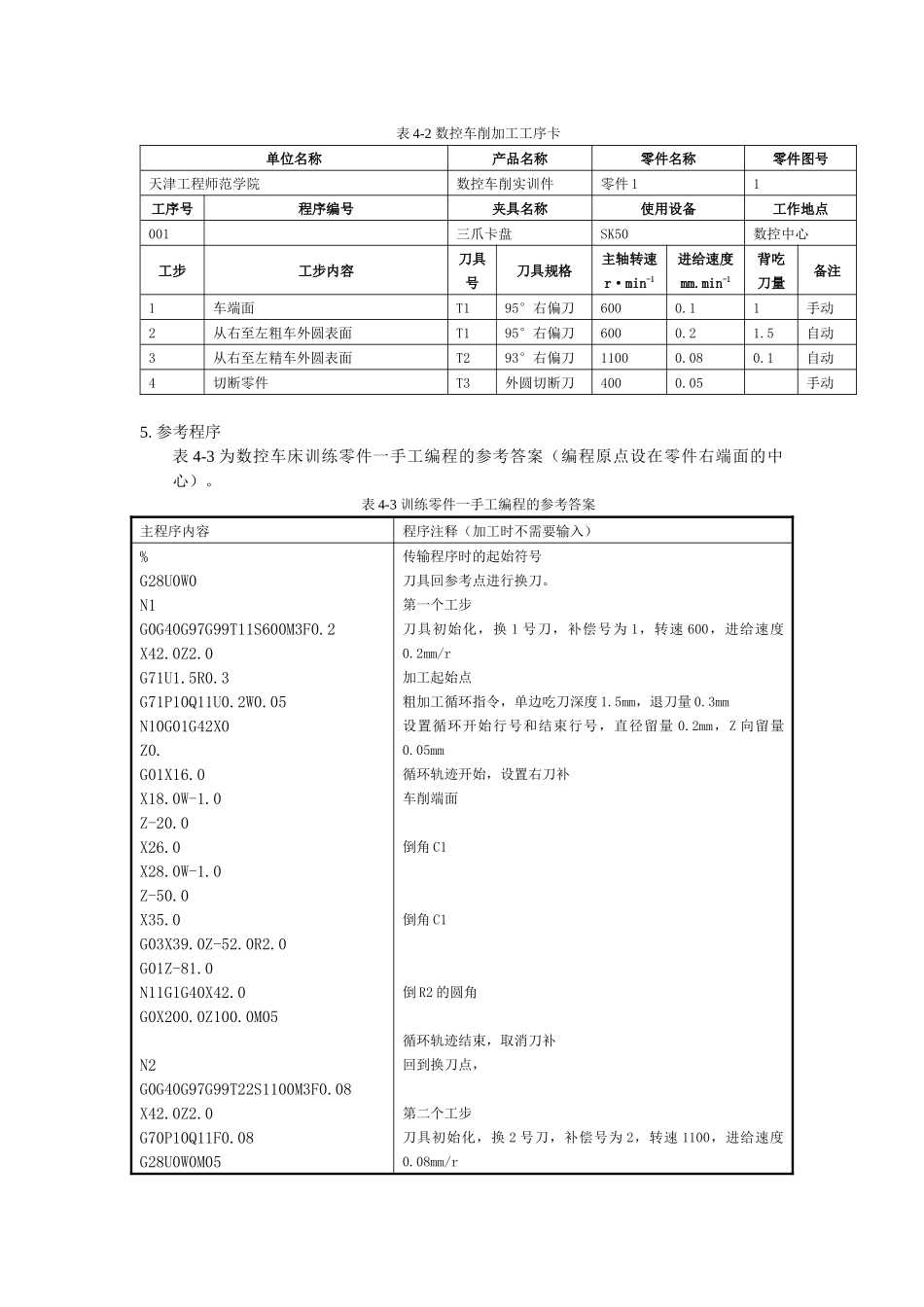
加工采用的刀具参数如表4-1所示
表4-1刀具参数表3
工艺安排:粗车端面→对刀→粗车外圆→精车外圆→切断
工序卡片根据零件材料,加工精度,工艺路线,刀具参数表和切削用量等内容,确定加工工序卡见表4-2
零件材料为铝材刀具号码刀具名称转速进给量刀尖圆角半径补偿值假想刀尖位置备注T195°外圆粗车刀不限0
83C号刀片(CCMT120408),左向横柄,主偏角95°T293°外圆精车刀不限0
43V号刀片(VBMT1103
4),左向横柄,主偏角93°T3外圆切断刀0
26方头切槽刀片,刃宽3mm,最大切槽深度20mm表4-2数控车削加工工序卡单位名称产品名称零件名称零件图号天津工程师范学院数控车削实训件零件11工序号程序编号夹具名称使用设备工作地点001三爪卡盘SK50数控中心工步工步内容刀具号刀具规格主轴转速r·min-1进给速度mm
min-1背吃刀量备注1车端面T195°右偏刀6000
11手动2从右至左粗车外圆表面T195°右偏刀6000
5自动3从右至左精车外圆表面T293°右偏刀11000
1自动4切断零件T3外圆切断刀4000
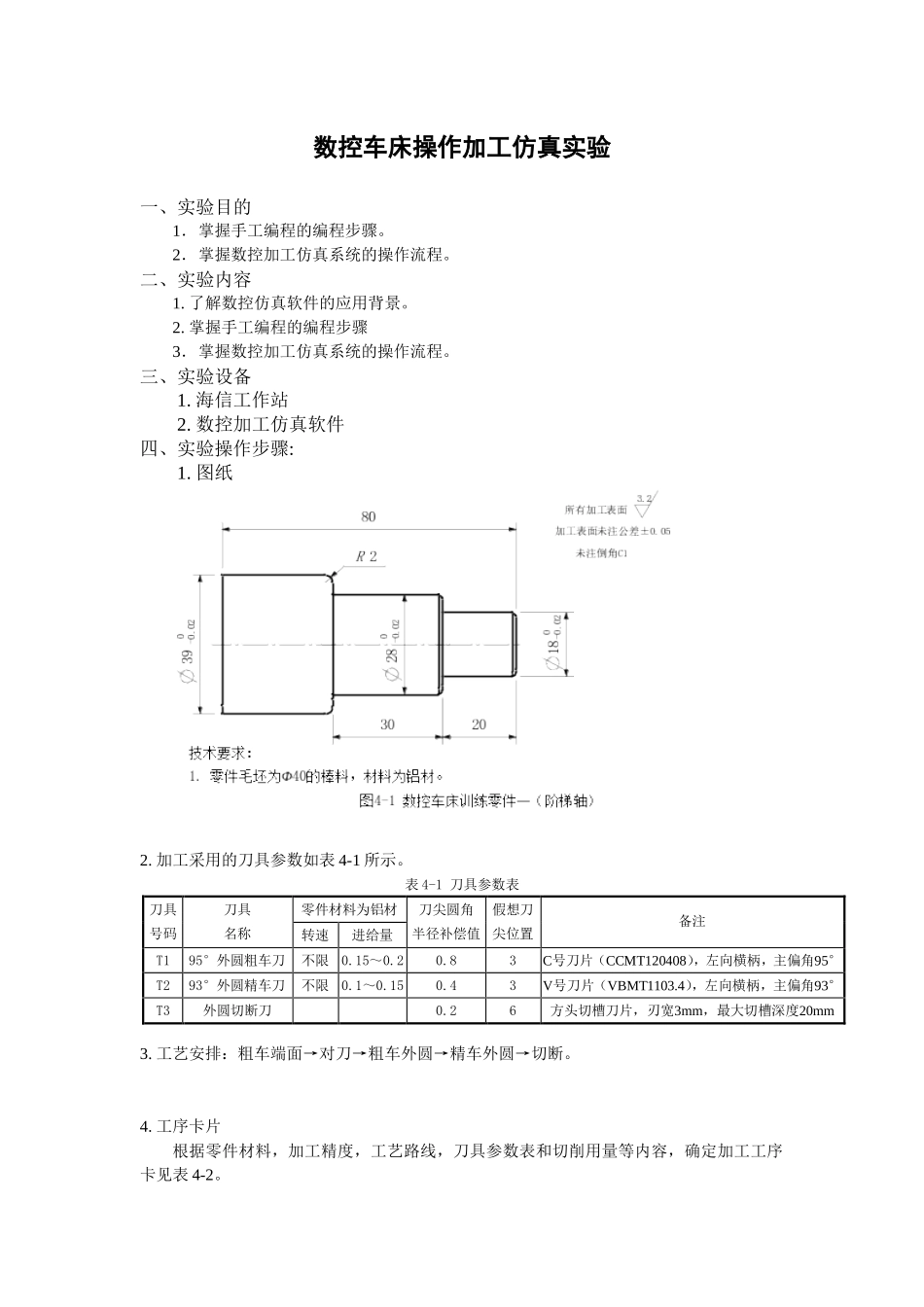
参考程序表4-3为数控车床训练零件一手工编程的参考答案(编程原点设在零件右端面的中心)
表4-3训练零件一手工编程的参考答案主程序内容程序注释(加工时不需要输入)%G28U0W0N1G0G40G97G99T11S600M3F0
0G71U1
3G71P10Q11U0