折弯工艺操作规范文件编号修订次/版次发布日期实施日期修订日期页次1/14编制审核批准目录1
生效折弯工艺操作规范文件编号修订次/版次发布日期实施日期修订日期页次2/14更改记录编号更改内容更改日期登录人折弯工艺操作规范文件编号修订次/版次发布日期实施日期修订日期页次3/141、目的本规范为折弯工序提供加工方法的工艺操作指导
2、范围本规范适用于公司各类钣金产品的生产及质量检验,也可用于指导外购件的验收
当客户有指定标准时,则以客户标准为准
1设备及参数说明3
1折弯机工作原理将折弯上模以及下模分别固定于折床的上、下工作台,利用液压传输驱动工作台的相对运动,结合折弯上、下模的形状,从而实现对板材的折弯成形
折弯机的运动模式有上动式及下动式两种类型
上动式即下工作台固定,由机床上部下降进行施压;下动式即机床上部固定,由下工作台上升实现施压
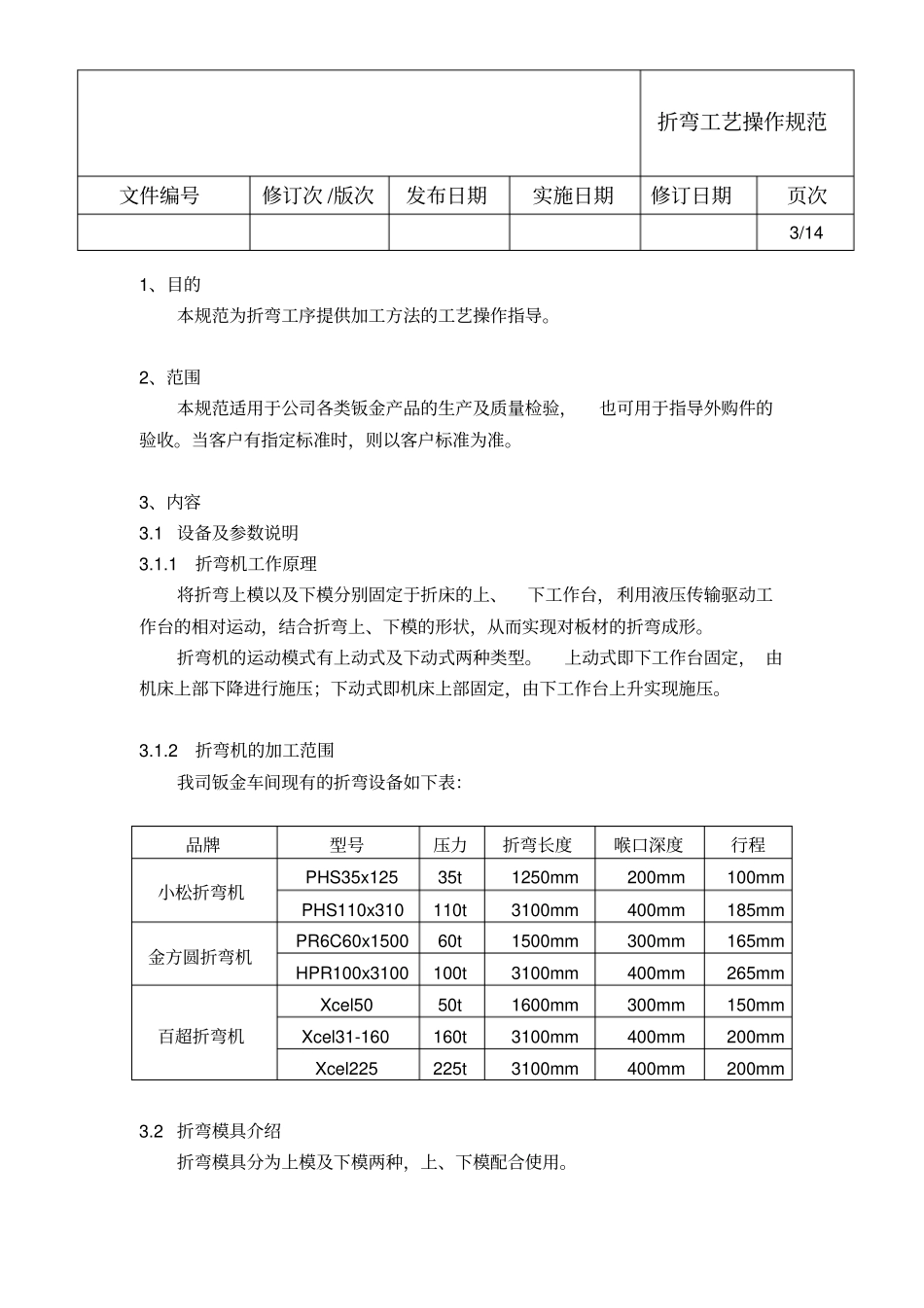
2折弯机的加工范围我司钣金车间现有的折弯设备如下表:品牌型号压力折弯长度喉口深度行程小松折弯机PHS35x12535t1250mm200mm100mmPHS110x310110t3100mm400mm185mm金方圆折弯机PR6C60x150060t1500mm300mm165mmHPR100x3100100t3100mm400mm265mm百超折弯机Xcel5050t1600mm300mm150mmXcel31-160160t3100mm400mm200mmXcel225225t3100mm400mm200mm3
2折弯模具介绍折弯模具分为上模及下模两种,上、下模配合使用
折弯工艺操作规范文件编号修订次/版次发布日期实施日期修订日期页次4/143
1折弯模具规格3
1折弯上模又称折刀,分为整体式和分割式两种
a、整体式:一般标准为835mm长的整段模具