157图3—19铲齿成形铣刀的结构铲齿成形铣刀设计一、铲齿成形铣刀的基本类型铲齿成形铣刀是用于铣削工件成形表面的专用刀具
它的刃形是根据工件廓形设计计算的,它具有较高的生产率,并能保证工件形状和尺寸的互换性,因此得到广泛使用
成形铣刀按齿背形状可分为铲齿与尖齿两种
1.尖齿成形铣刀:尖齿成形铣刀齿数多,具有合理的后角,因而切削轻快、平稳,加工表面质量好,铣刀寿命高
但尖齿成形铣刀需要专用靠模或在数控工具磨床上来重磨后面、刃磨工艺复杂
因此,刃形简单的成形铣刀一般做成尖齿形
2.铲齿成形铣刀:齿背由径向铲削形成,使其具有成形刃后角
该刀具沿前刀面重磨后能保证刃形不变,故在生产中一般采用铲齿结构,只有在大批量生产中才采用尖齿结构
本章只讨论铲齿成形铣刀的设计方法
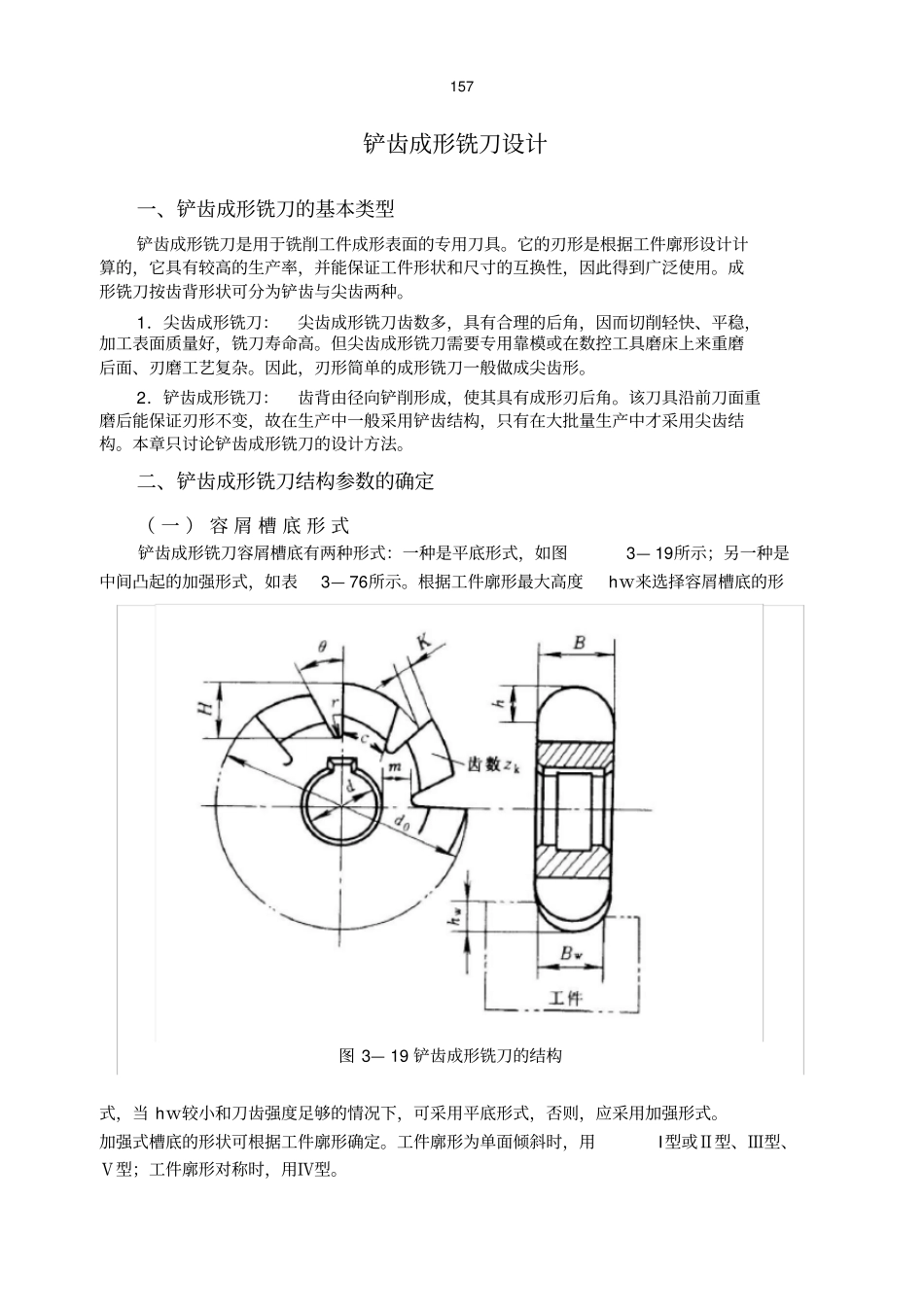
二、铲齿成形铣刀结构参数的确定(一)容屑槽底形式铲齿成形铣刀容屑槽底有两种形式:一种是平底形式,如图3—19所示;另一种是中间凸起的加强形式,如表3—76所示
根据工件廓形最大高度hw来选择容屑槽底的形式,当hw较小和刀齿强度足够的情况下,可采用平底形式,否则,应采用加强形式
加强式槽底的形状可根据工件廓形确定
工件廓形为单面倾斜时,用I型或Ⅱ型、Ⅲ型、Ⅴ型;工件廓形对称时,用Ⅳ型
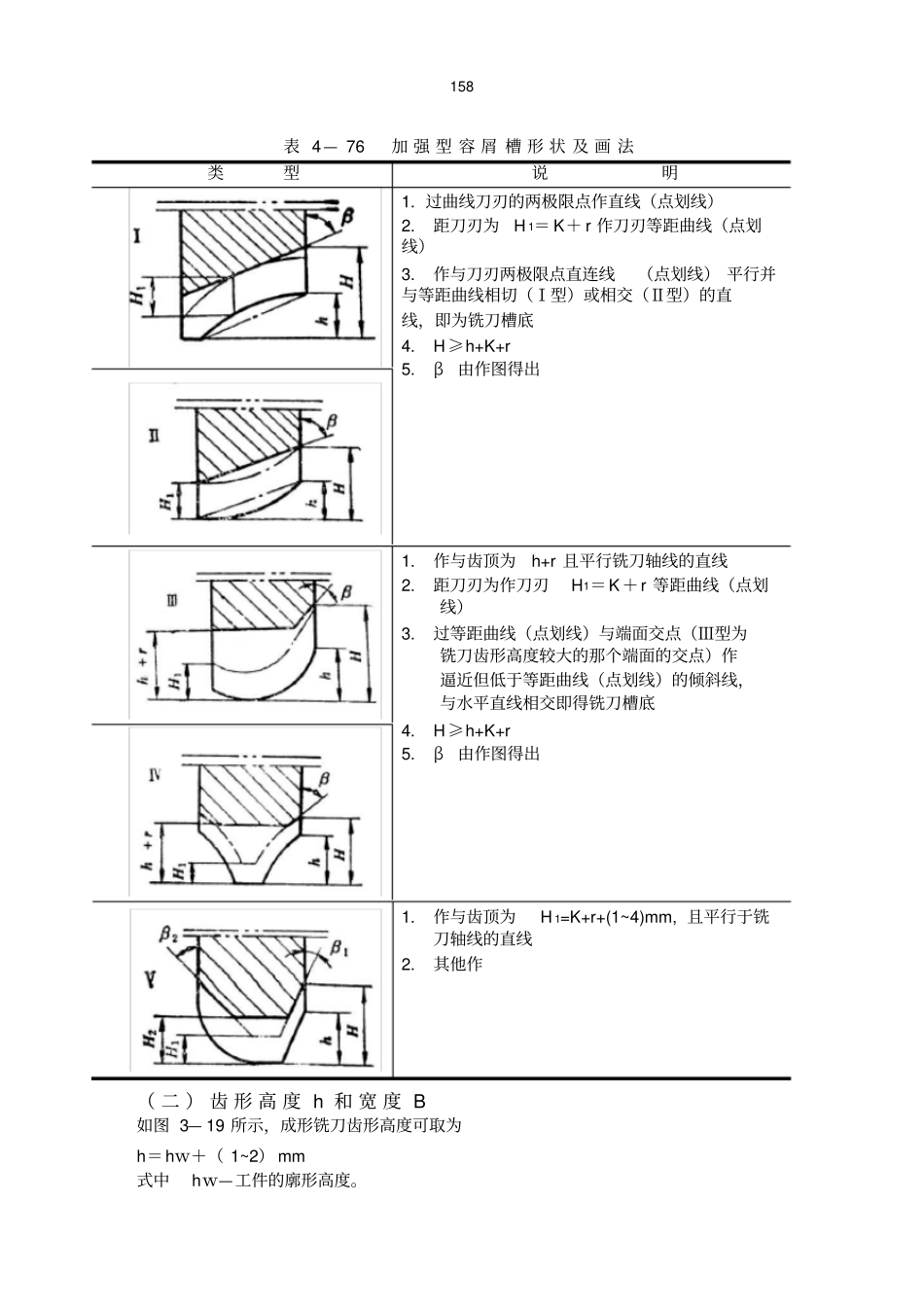
158表4—76加强型容屑槽形状及画法类型说明1
过曲线刀刃的两极限点作直线(点划线)2
距刀刃为H1=K+r作刀刃等距曲线(点划线)3
作与刀刃两极限点直连线(点划线)平行并与等距曲线相切(Ⅰ型)或相交(Ⅱ型)的直线,即为铣刀槽底4
H≥h+K+r5
β由作图得出1
作与齿顶为h+r且平行铣刀轴线的直线2
距刀刃为作刀刃H1=K+r等距曲线(点划线)3
过等距曲线(点划线)与端面交点(Ⅲ型为铣刀齿形高度较大的那个端面的交点)作逼近但低于等距曲线(点划线)的倾斜线,与水平直线相交即得铣刀槽底4
H≥h+K+r5
β由作图得出1
作与齿顶为H