第1页共21页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共21页弯曲模零件简图:如图3-11所示零件名称:汽车务轮架加固板材料:08钢板厚度:4mm生产批量:大量生产要求编制工艺方案
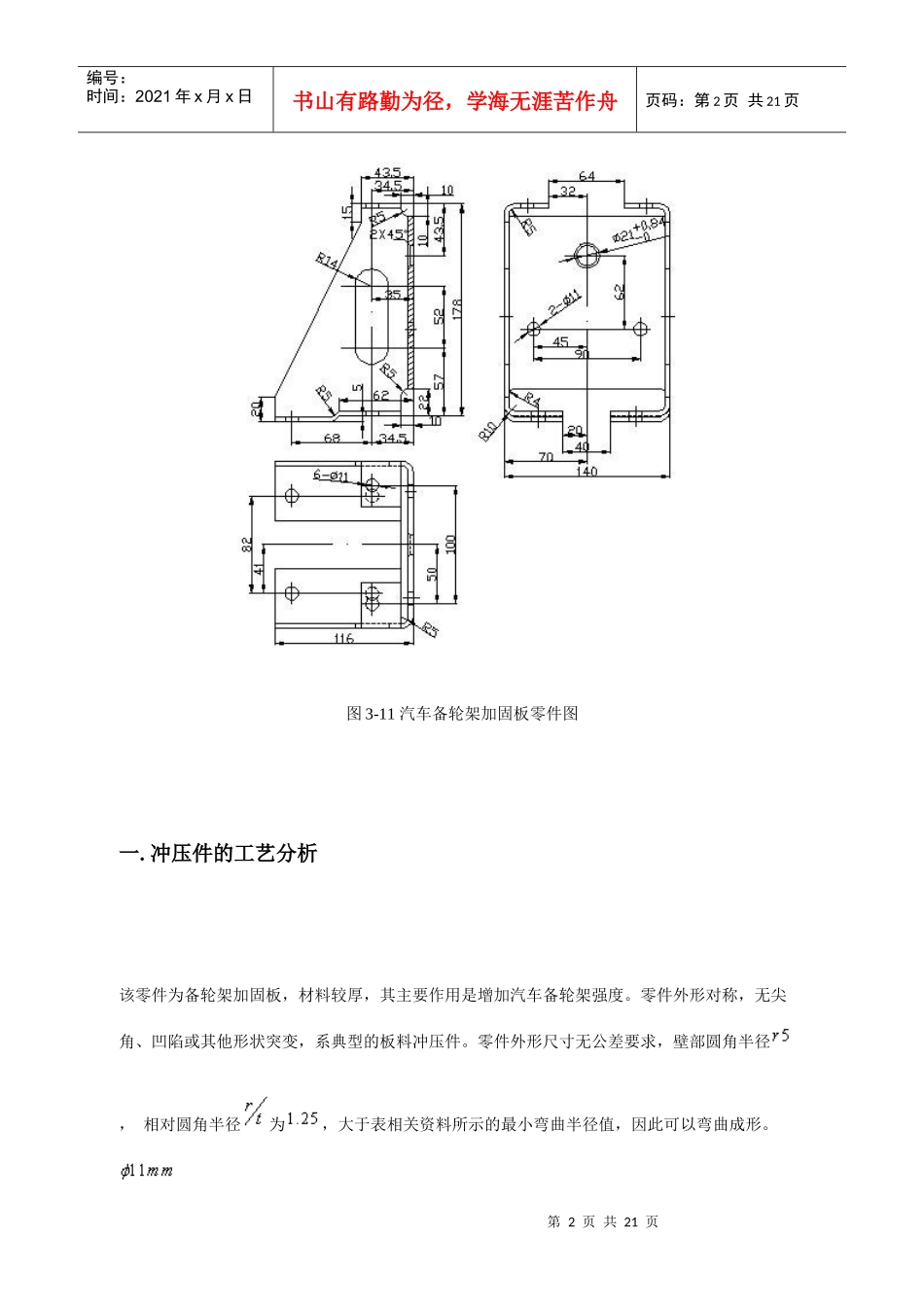
第2页共21页第1页共21页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共21页图3-11汽车备轮架加固板零件图一
冲压件的工艺分析该零件为备轮架加固板,材料较厚,其主要作用是增加汽车备轮架强度
零件外形对称,无尖角、凹陷或其他形状突变,系典型的板料冲压件
零件外形尺寸无公差要求,壁部圆角半径,相对圆角半径为,大于表相关资料所示的最小弯曲半径值,因此可以弯曲成形
第3页共21页第2页共21页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共21页的八个小孔和两个腰圆孔分别均布在零件的三个平面上,孔距有们置要求,但孔径无公差配合
圆孔精度不高,弯曲角为,也无公差要求
通过上述工艺分析,可以看出该零件为普通的厚板弯曲件,尺寸精度要求不高,主要是轮廓成形问题,又属大量生产,因此可以用冲压方法生产
确定工艺方案(1)计算毛坯尺寸该零件的毛坯展开尺寸可按式下式计算:上式中圆角半径;板料厚度;为中性层系数,由表查得;第4页共21页第3页共21页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共21页,为直边尺寸,由图3-13可知,将这些数值代入,得毛坯宽度方向的计算尺寸考虑到弯曲时板料纤维的伸长,经过试压修正,实际毛坯尺寸取
同理,可计算出其他部位尺寸,最后得出如图3-14所示的弯曲毛坯的形状和尺寸
(2)确定排样方式和计算材料利用率图3-14的毛坯形状和尺寸较大,为便于手工送料,选用单排冲压
有三种排样方式,见图3-15a、b、c
由表查得沿送料进方向的搭边,侧向搭边,因此,三种单排样方式产材料