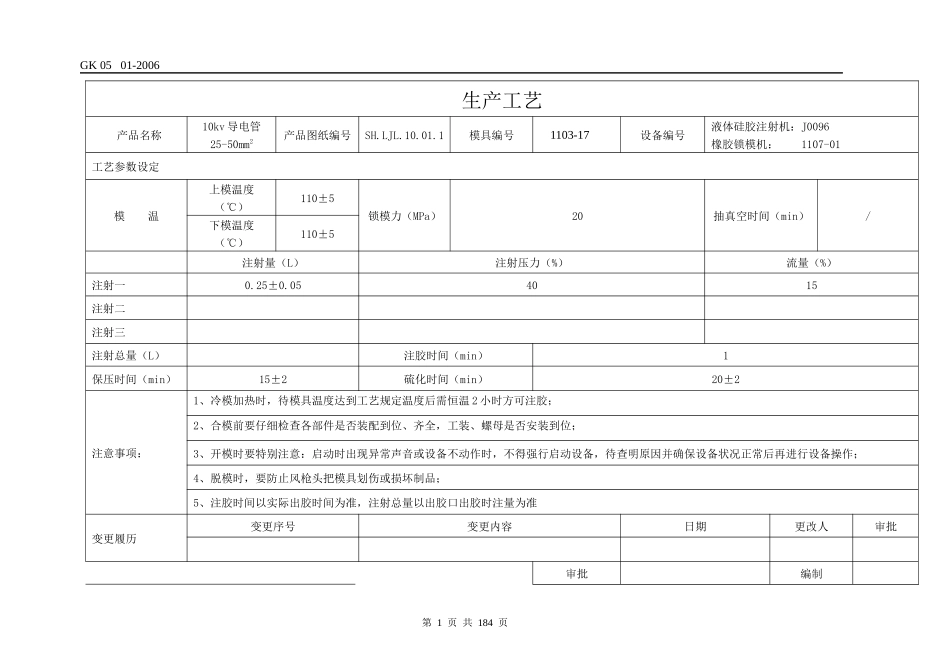
GK0501-2006生产工艺产品名称10kv导电管25-50mm2产品图纸编号SH
1模具编号1103-17设备编号液体硅胶注射机:J0096橡胶锁模机:1107-01工艺参数设定模温上模温度(℃)110±5锁模力(MPa)20抽真空时间(min)/下模温度(℃)110±5注射量(L)注射压力(%)流量(%)注射一0
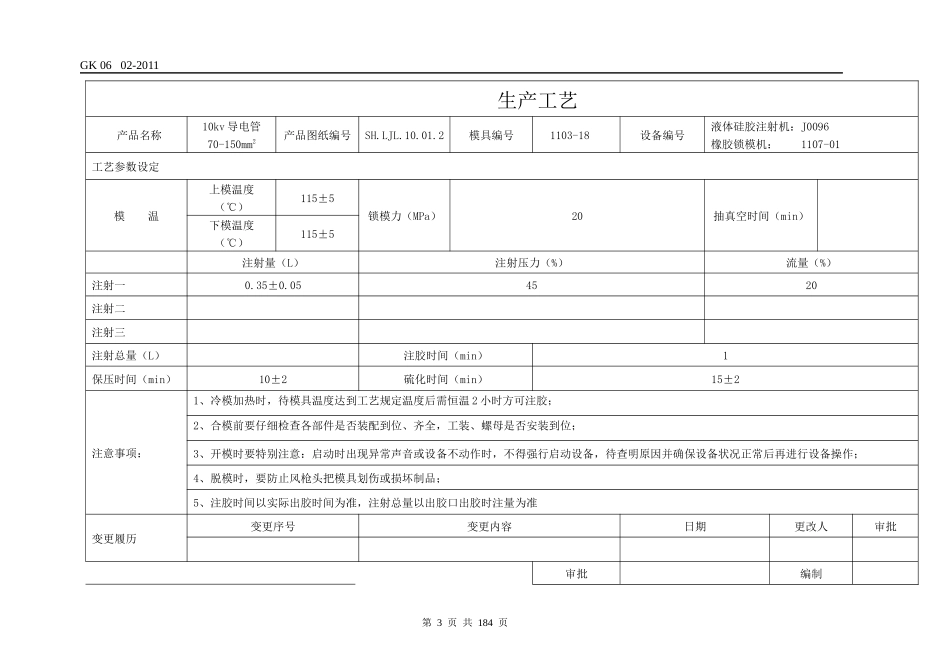
054015注射二注射三注射总量(L)注胶时间(min)1保压时间(min)15±2硫化时间(min)20±2注意事项:1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;2、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;3、开模时要特别注意:启动时出现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;4、脱模时,要防止风枪头把模具划伤或损坏制品;5、注胶时间以实际出胶时间为准,注射总量以出胶口出胶时注量为准变更履历变更序号变更内容日期更改人审批审批编制第1页共184页GK0501-2006日期日期第2页共184页GK0602-2011生产工艺产品名称10kv导电管70-150mm2产品图纸编号SH
2模具编号1103-18设备编号液体硅胶注射机:J0096橡胶锁模机:1107-01工艺参数设定模温上模温度(℃)115±5锁模力(MPa)20抽真空时间(min)下模温度(℃)115±5注射量(L)注射压力(%)流量(%)注射一0
054520注射二注射三注射总量(L)注胶时间(min)1保压时间(min)10±2硫化时间(min)15±2注意事项:1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;2、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;3、开模时要特别注意:启动时出现异常声音或设备不