第1页共37页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共37页一、模具基本结构及基本编码原则1
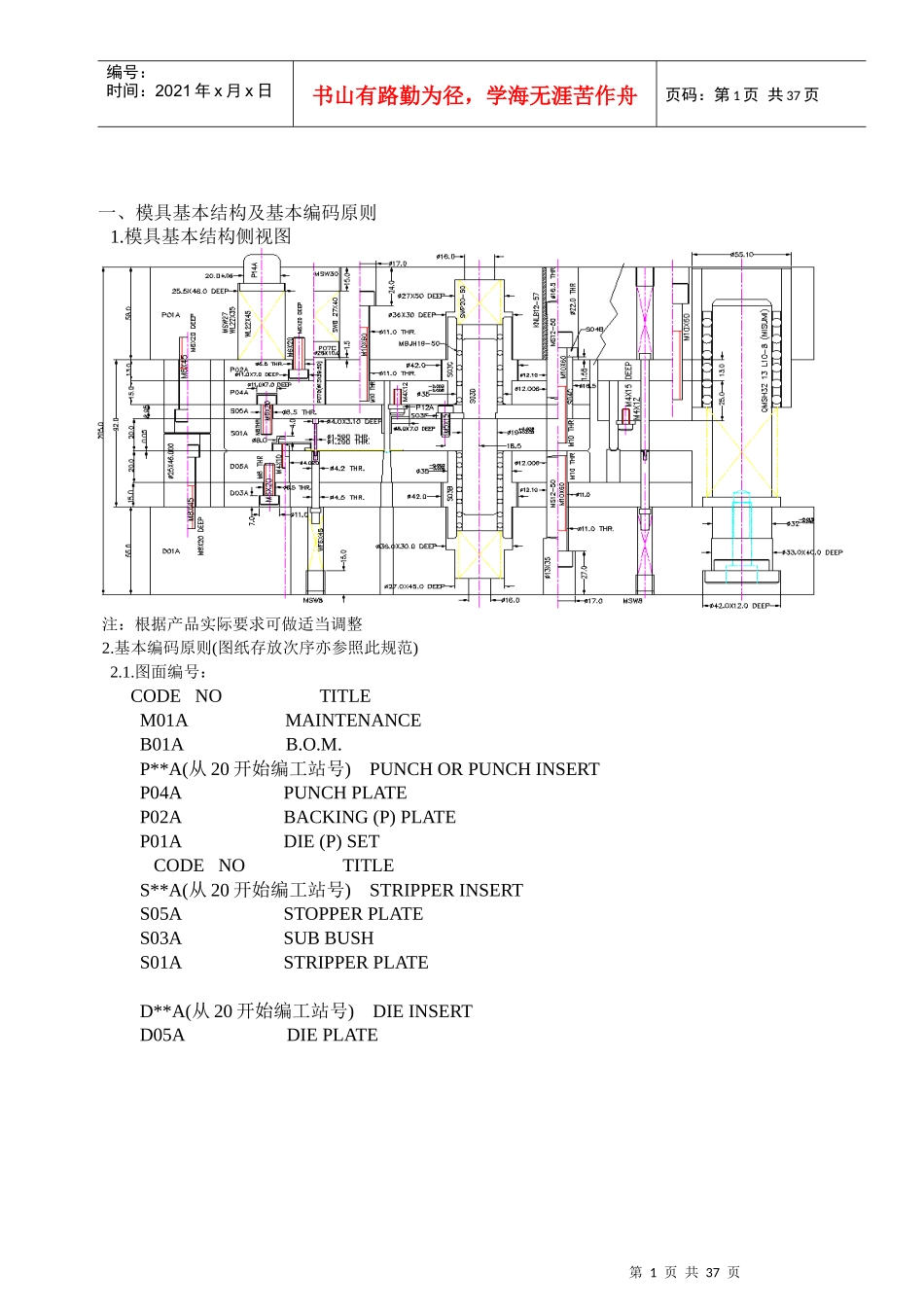
模具基本结构侧视图注:根据产品实际要求可做适当调整2
基本编码原则(图纸存放次序亦参照此规范)2
图面编号:CODENOTITLEM01AMAINTENANCEB01AB
P**A(从20开始编工站号)PUNCHORPUNCHINSERTP04APUNCHPLATEP02ABACKING(P)PLATEP01ADIE(P)SETCODENOTITLES**A(从20开始编工站号)STRIPPERINSERTS05ASTOPPERPLATES03ASUBBUSHS01ASTRIPPERPLATED**A(从20开始编工站号)DIEINSERTD05ADIEPLATE第2页共37页第1页共37页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共37页D03ABACKING(D)PLATED01ADIE(D)SETA03APROGRESSIVE(P)DIEA02APROGRESSIVE(D)DIEA01APROGRESSIVE(P&D)DIEL03ASTRIPPERLAYOUTL02AARRANGEL01AFINALFORMING2
基本孔位编号:编码注解A下模座主导柱孔,上模座主导套孔
(M10-35)B下模板副导套孔,下垫板,下模座让位
剥料板副导柱孔
冲子固定板副导柱孔,上垫板,上模座让位
C下模板M10螺丝孔,下垫板直径11
0mm,下模座M10沉头孔深27mm
(M10-60)冲子固定板M10螺丝孔,上垫板直径11
0mm,上模座M10沉头孔深24mm
(M10-60)D下模板直径12
006mm合销孔,下垫板直径12
10mm,下模座12
006mm合销孔
(MS12-50)冲子固定板直径12