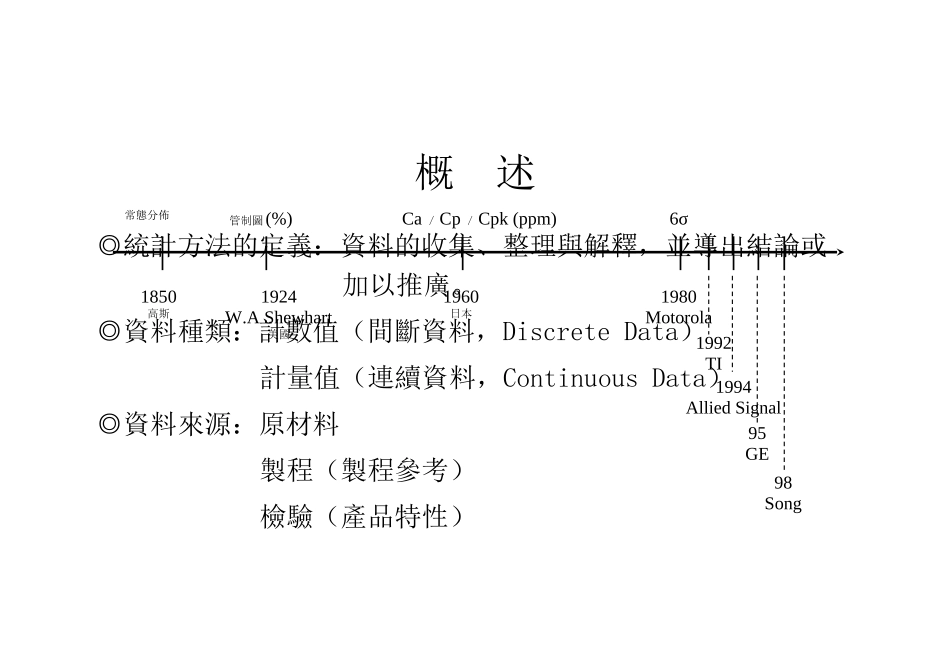
製程品質衡量方式的演進常態分佈1850高斯管制圖(%)1924W
AShewhart美國1960日本Ca/Cp/Cpk(ppm)6σ1980Motorola1992TI1994AlliedSignal95GE98Song概述◎統計方法的定義:資料的收集、整理與解釋,並導出結論或加以推廣
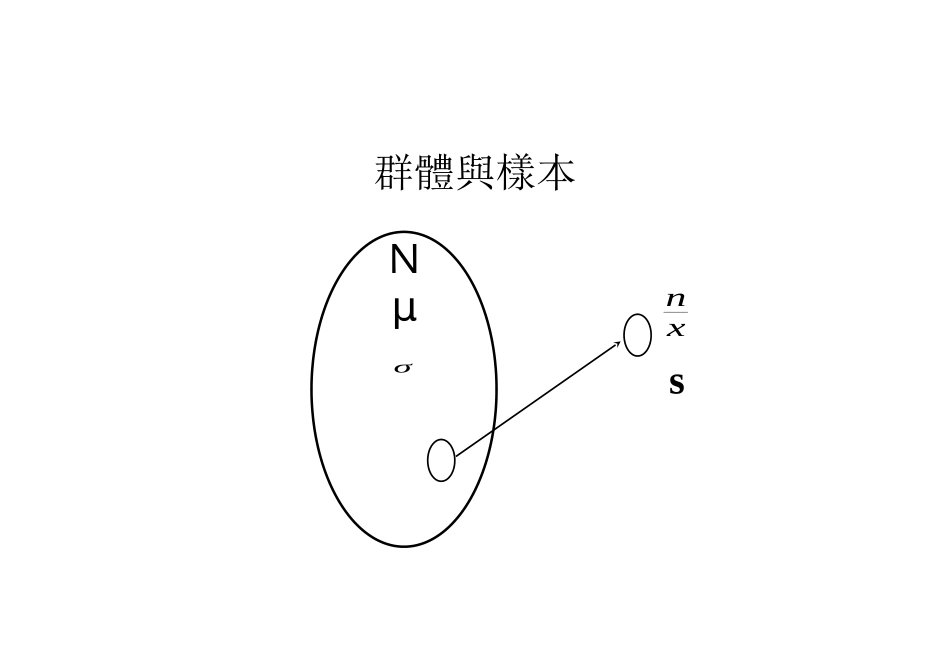
◎資料種類:計數值(間斷資料,DiscreteData)計量值(連續資料,ContinuousData)◎資料來源:原材料製程(製程參考)檢驗(產品特性)群體與樣本Nμσnxs數字資料處理的步驟1
原始資料審核:保存資料的真實性
分類的決定:分成幾類,避免重覆及遺漏
分類後整理:進行歸類
列表:根據結果編成適用的表式
繪圖:繪成統計圖
統計技術之應用1
相依性規格、壽命及耐用性預測4
製程管制及製程能力研究5
安全評估/風險分析7
數據分析,績效評估及不良分析SPC使用之統計技術1
柏拉圖(決定管制重點)2
變異數分析/迴歸分析製程管制系統製程中對策績效報告成品改善製程中對策人員設備材料方法環境成品製程管制系統1
製程:製程乃指人員、設備、材料、方法及環境的輸入,經由一定的整理程序而得到輸出的結果,一般稱之成品
成品經觀察、量測或測試可衡量其績效
SPC所管制的製程必須符合連續性原則
績效報告:從衡量成品得到有關製程績效的資料,由此提供製程的管制對策或改善成品
製程中對策:是防患於未然的一種措施,用以預防製造出不合規格的成品
成品改善:對已經製造出來的不良品加以選別,進行全數檢查並修理或報廢
常態分配μ±Kσ在內之或然率在外之或然率μ±0
00%μ±1σ68
74%μ±1
00%μ±2σ95
55%μ±2