第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共11页第六节机械加工工艺过程基本概念一、工艺过程的基本概念1
生产过程和工艺过程生产过程:由原材料制成各种零件并装配成机器的全过程
其中包括原材料的运输、保管、生产准备、制造毛坯、切削加工、装配、检验及试车、油漆和包装等
工艺过程:在生产过程中,直接改变生产对象的形状、尺寸、表面质量、性质及相对位置等,使其成为成品或半成品的过程
如毛坯的制造(包括铸造工艺、锻压工艺、焊接工艺等)、机械加工、热处理和装配等
工艺过程是生产过程的核心组成部分
机械加工工艺过程:采用机械加工的方法按一定顺序直接改变毛坯的形状、尺寸及表面质量,使其成为合格零件的工艺过程
它是生产过程的重要内容
机械加工工艺过程的组成零件的机械加工工艺过程由许多工序组合而成,每个工序又可分为若干个安装、工位、工步和走刀
(1)工序工序是机械加工工艺过程的基本单元,是指由一个或一组工人在同一台机床或同一个工作地,对一个或同时对几个工件所连续完成的那一部分工艺过程
工作地、工人、工件与连续作业构成了工序的四个要素,若其中任一要素发生变更,则构成了另一道工序
一个工艺过程需要包括哪些工序,是由被加工零件的结构复杂程度、加工精度要求及生产类型所决定的
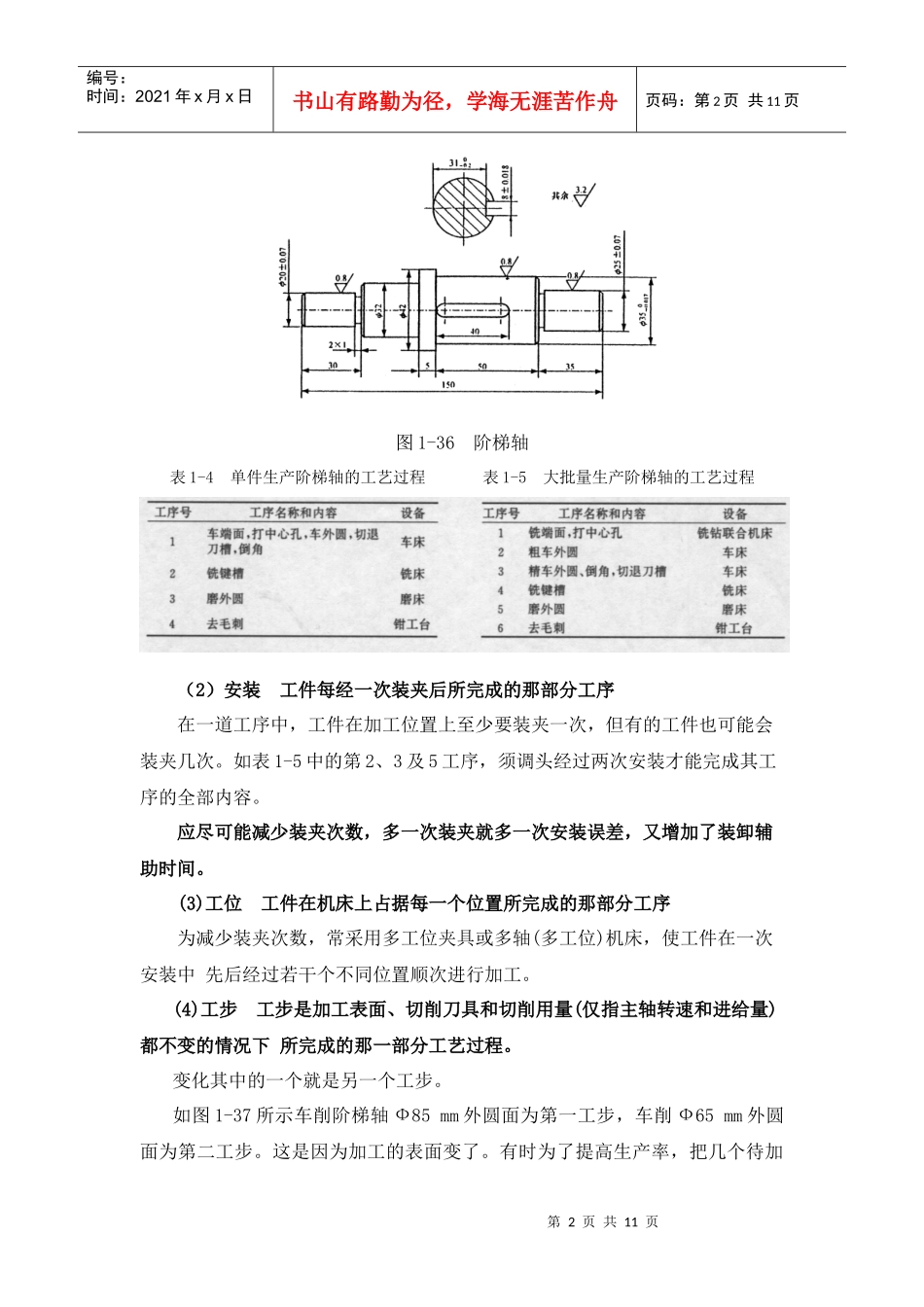
如图1-36所示的阶梯轴,因不同的生产批量,就有不同的工艺过程及工序,如表1-4与表1-5所列
第2页共11页第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共11页图1-36阶梯轴表1-4单件生产阶梯轴的工艺过程表1-5大批量生产阶梯轴的工艺过程(2)安装工件每经一次装夹后所完成的那部分工序在一道工序中,工件在加工位置上至少要装夹一次,但有的工件也可能会装夹几次
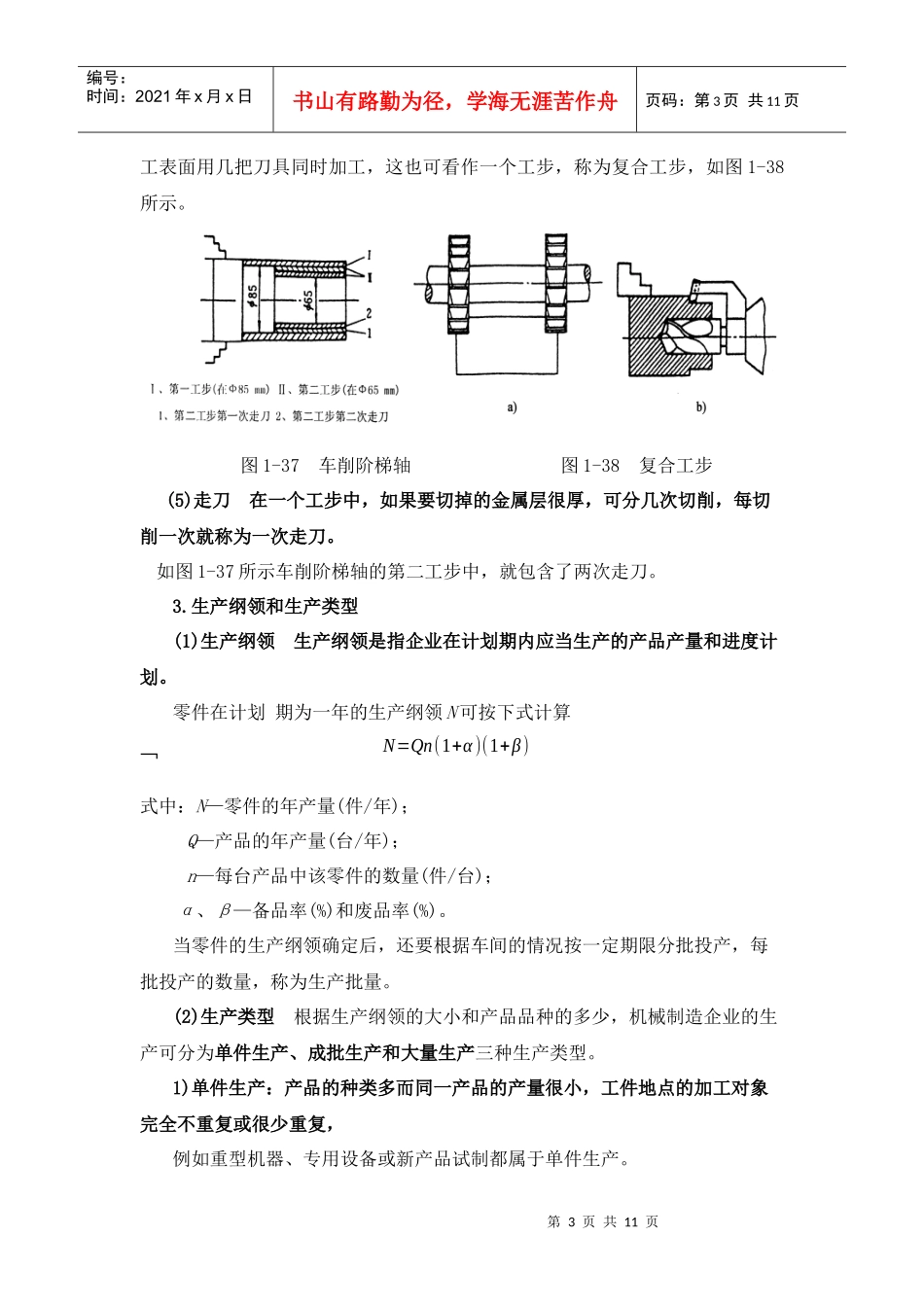
如表1-5中的第2、3及5工序,须调头经过两次安装才能完成其工序的全部内容