第1页共71页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共71页第3章冲裁工艺及冲裁模具设计3
1冲裁过程与冲裁件质量3
2冲裁模间隙内容简介:冲裁是最基本的冲压工序,本章是本课程的重点
在分析冲裁变形过程及冲裁件质量影响因素的基础上,介绍冲裁工艺计算、工艺方案制定和冲裁模设计
涉及冲裁变形过程分析、冲裁件质量及影响因素、间隙确定、刃口尺寸计算原则和方法、排样设计、冲裁力与压力中心计算、冲裁工艺性分析与工艺方案制定、冲裁典型结构、零部件设计及模具标准应用、冲裁模设计方法与步骤等
学习目的与要求:1.了解冲裁变形规律、变形过程;2.了解冲裁件质量及影响因素;重点:1.冲裁变形过程及变形规律;2.冲裁件断面质量;3.冲裁间隙及合理间隙的确定
难点:1.冲裁变形规律及冲裁件质量影响因素;2.冲裁件的质量及影响因素;3.合理间隙的确定
冲裁是冷冲压技术中的一项重要内容,它在冲压生产中所占的比例非常大,有着非常重要的地位
冲裁不仅可以直接在平板毛坯上进行,还可在弯曲、拉伸等半成品上进行,作为这些工序的后续工序
冲裁:就是指利用模具在压力机上使材料与制件沿一定的轮廓线产生相互分离的工序
广义上来讲,冲裁包括了所有的分离工序
但一般情况下,冲裁主要是指冲孔和落料两大工序
落料:是指材料沿封闭的轮廓线产生完全的分离,冲裁轮廓线以内的部分为制件,以外的部分为废料;冲孔:材料沿封闭的轮廓线产生完全的分离,冲裁轮廓线以外的部分为制件,以内的部分为废料
如冲压内径为d、外径为D的垫圈制件,获得内径d的过程为冲孔,获得外径D的过程为落料
所以一个简单的垫圈制件是由落料与冲孔两个工序结合而成的
1冲裁过程与冲裁件质量3
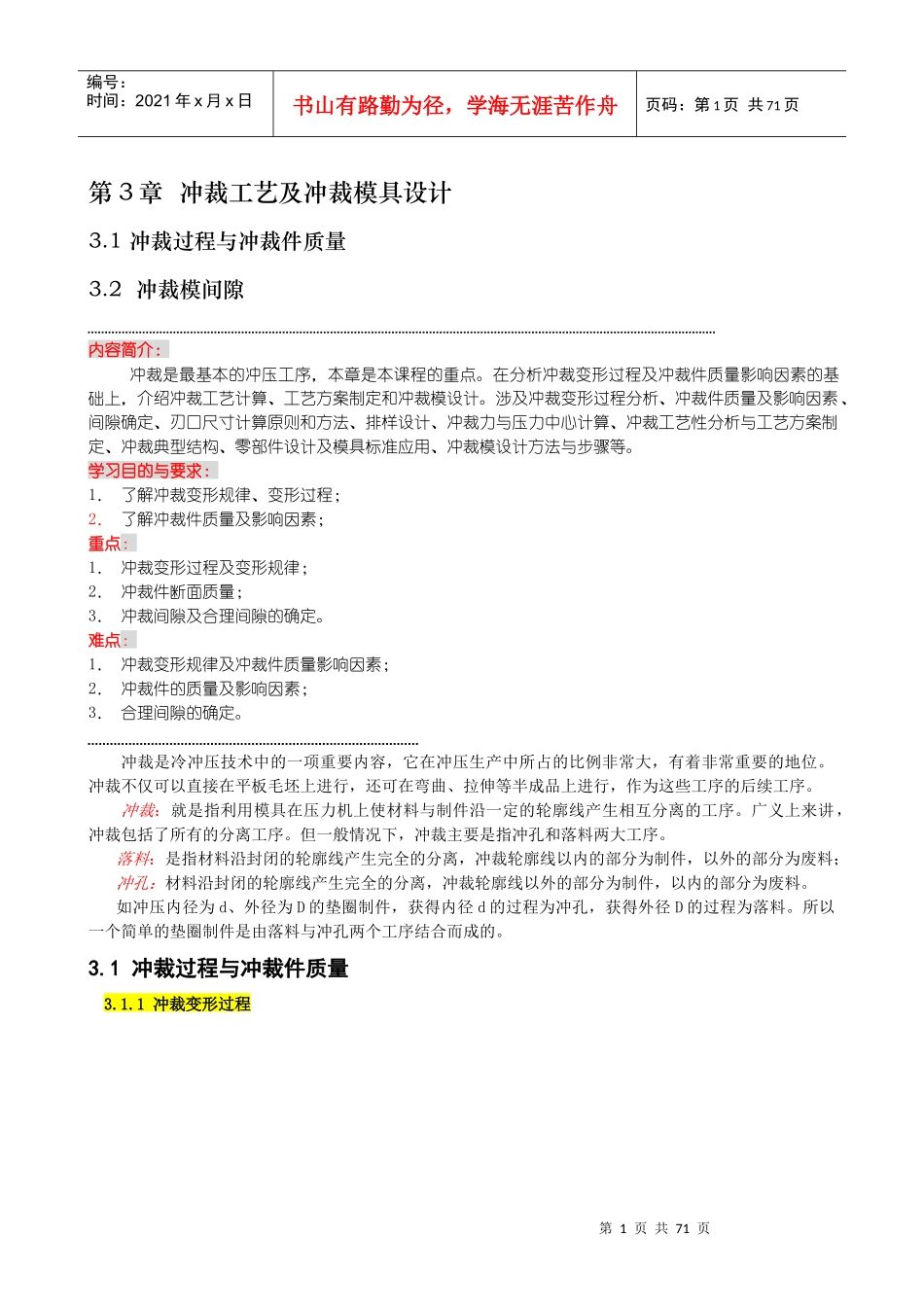
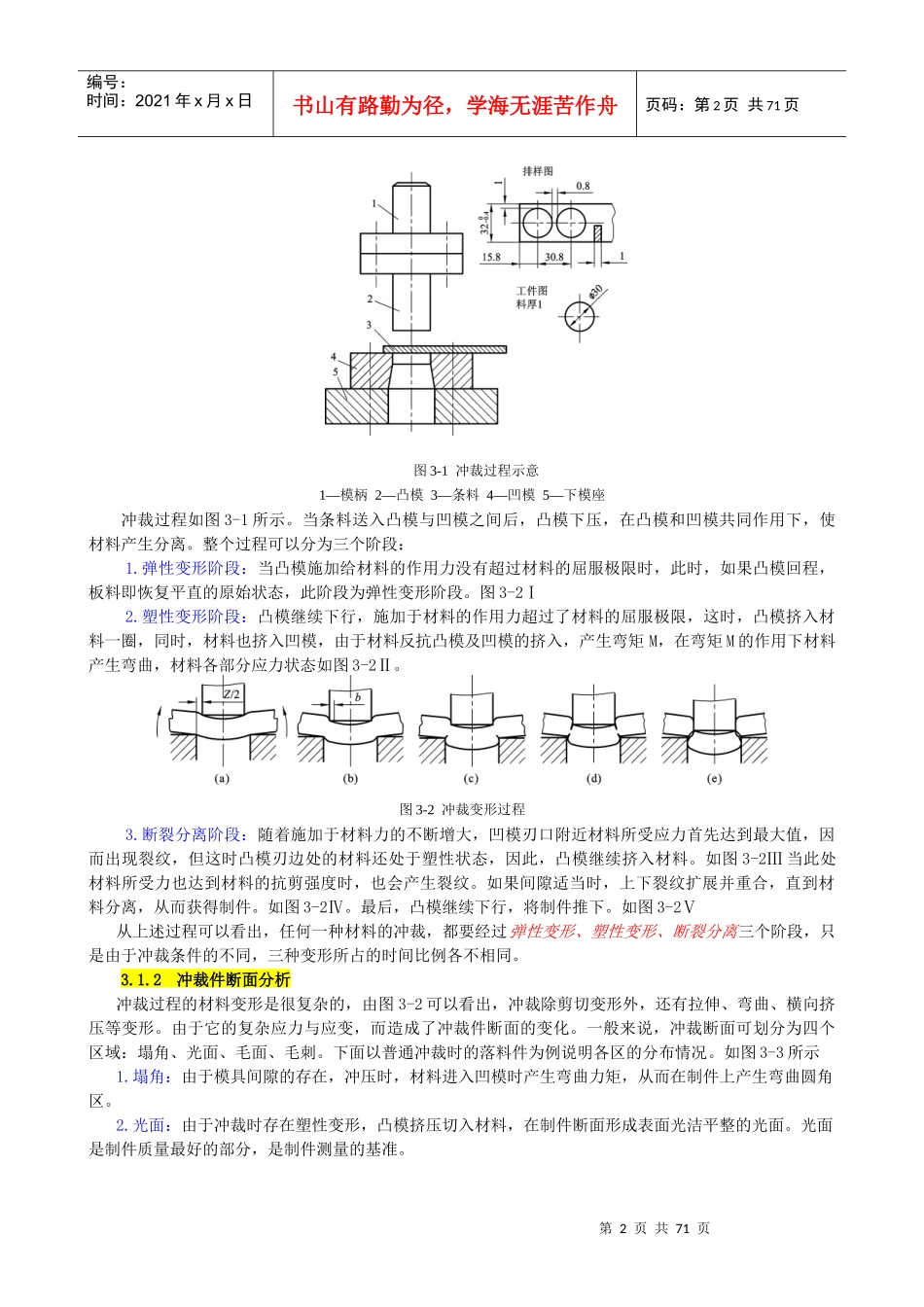
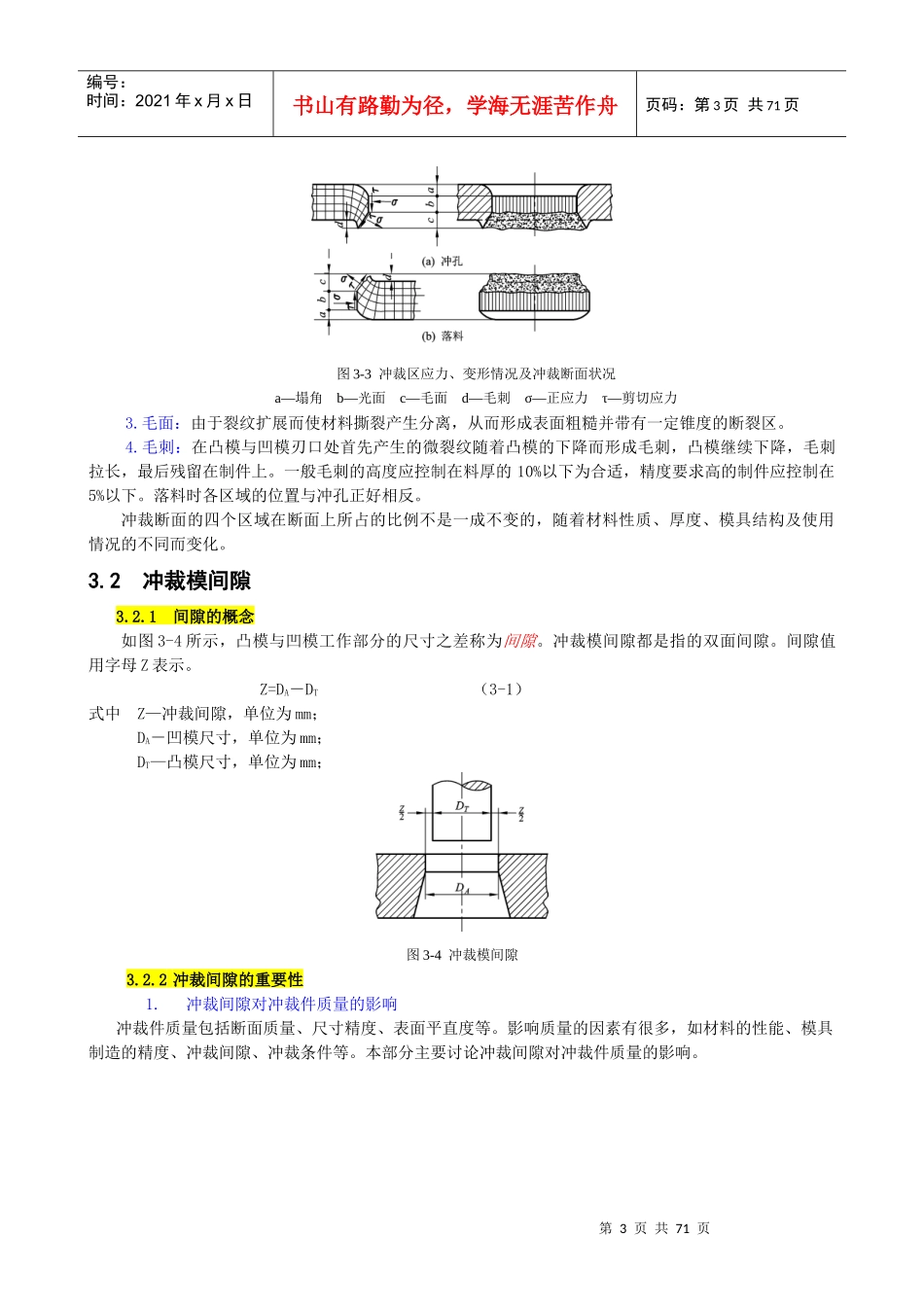
1冲裁变形过程第2页共71页第1页共71页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共71页图3-1冲裁过程示意1—