汽车覆盖件模具设计总复习拉延模要求掌握1
拉延模的类型2
拉延模结构(1
拉延模中每个零件的名称以及作用2
凸模、凹模、压料圈基本结构)4
导向单动拉延模①将毛坯放在模具压料面上,并准确定位;②压力机上滑块下行带动上模下行;③上模和下模的压边部分首先与毛坯接触,将毛坯压住,使压边部分毛坯受到的变形阻力增大;④上模继续下行,开始拉深成形过程;⑤在拉深成形的后期成形内部的局部形状;⑥压力机上滑块到达下死点时,拉深成形过程结束;⑦压力机上滑块回程,带动上模上行;⑧顶出装置将拉深件顶出,取出拉深件双动拉延模优点:压边力大,压边力稳定,压边力分布可调节,行程大,凸模、凹模、压料圈结构原则一般为整体结构
当调整、生产、拉延时有更改可能性时,要进行分块
在制造过程中,当遇不得已的情况时(如加工范围的限制等),要进行分块
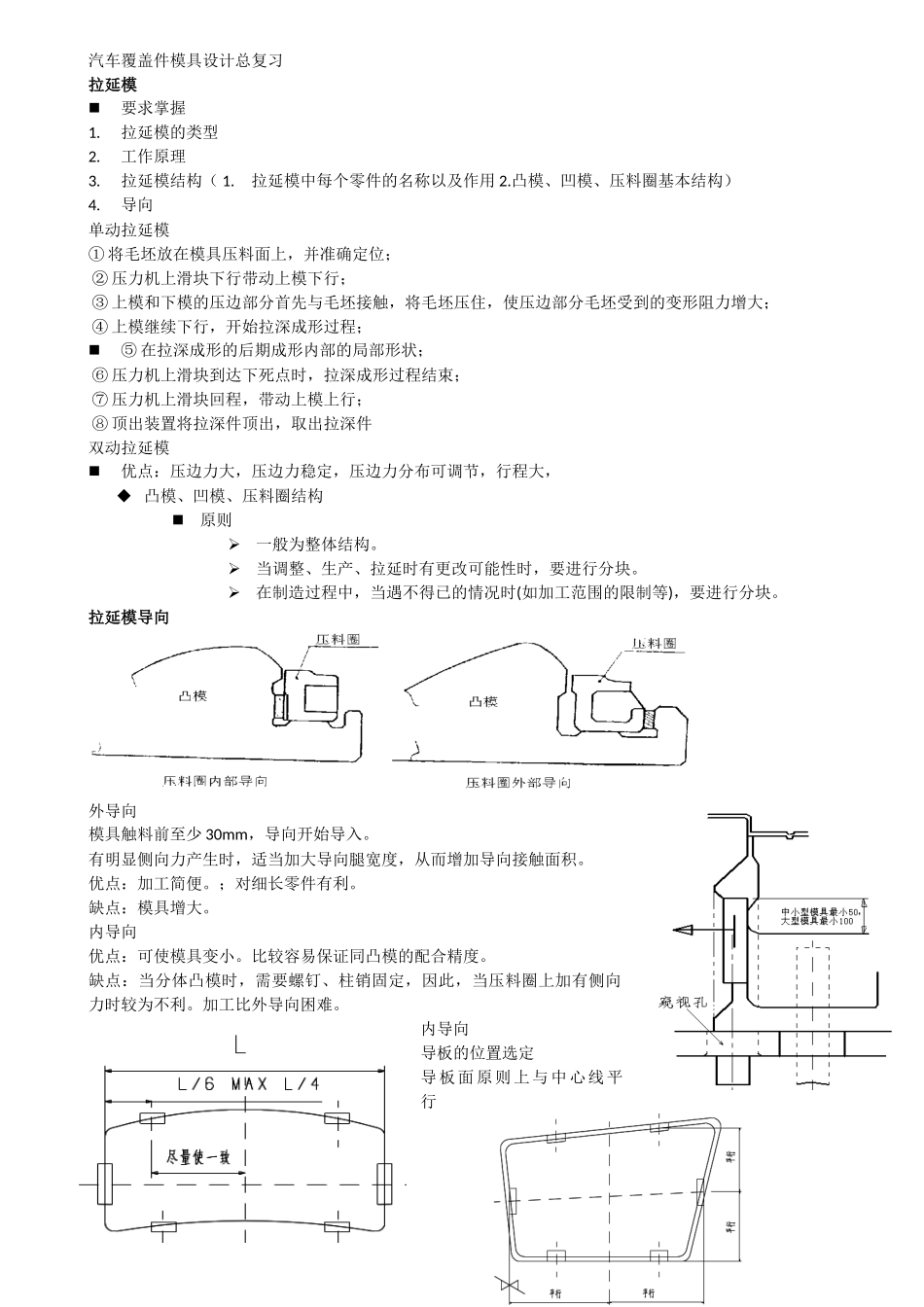
拉延模导向外导向模具触料前至少30mm,导向开始导入
有明显侧向力产生时,适当加大导向腿宽度,从而增加导向接触面积
优点:加工简便
;对细长零件有利
缺点:模具增大
内导向优点:可使模具变小
比较容易保证同凸模的配合精度
缺点:当分体凸模时,需要螺钉、柱销固定,因此,当压料圈上加有侧向力时较为不利
加工比外导向困难
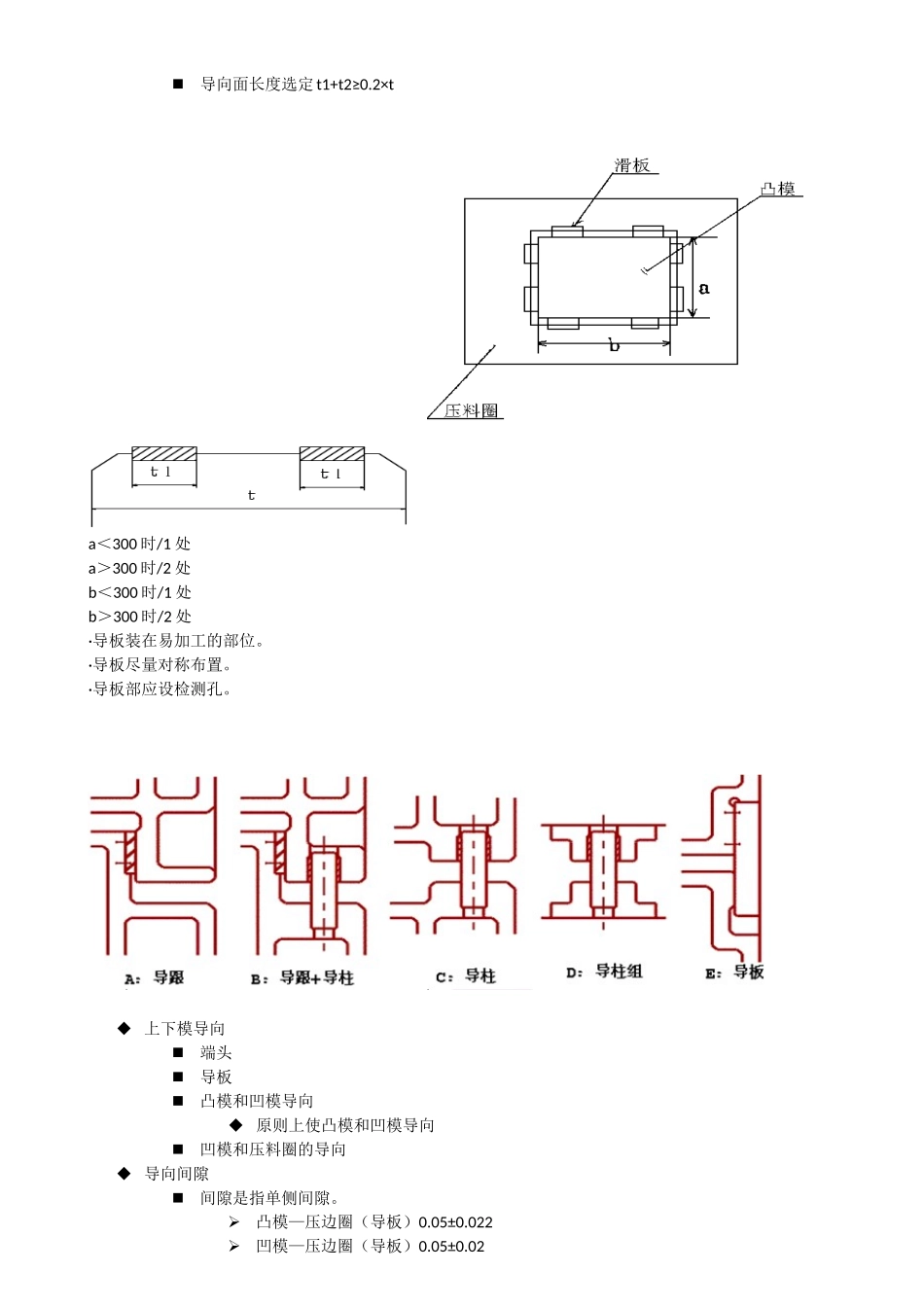
内导向导板的位置选定导板面原则上与中心线平行导向面长度选定t1+t2≥0
2×ta<300时/1处a>300时/2处b<300时/1处b>300时/2处·导板装在易加工的部位
·导板尽量对称布置
·导板部应设检测孔
上下模导向端头导板凸模和凹模导向原则上使凸模和凹模导向凹模和压料圈的导向导向间隙间隙是指单侧间隙
凸模—压边圈(导板)0
022凹模—压边圈(导板)0
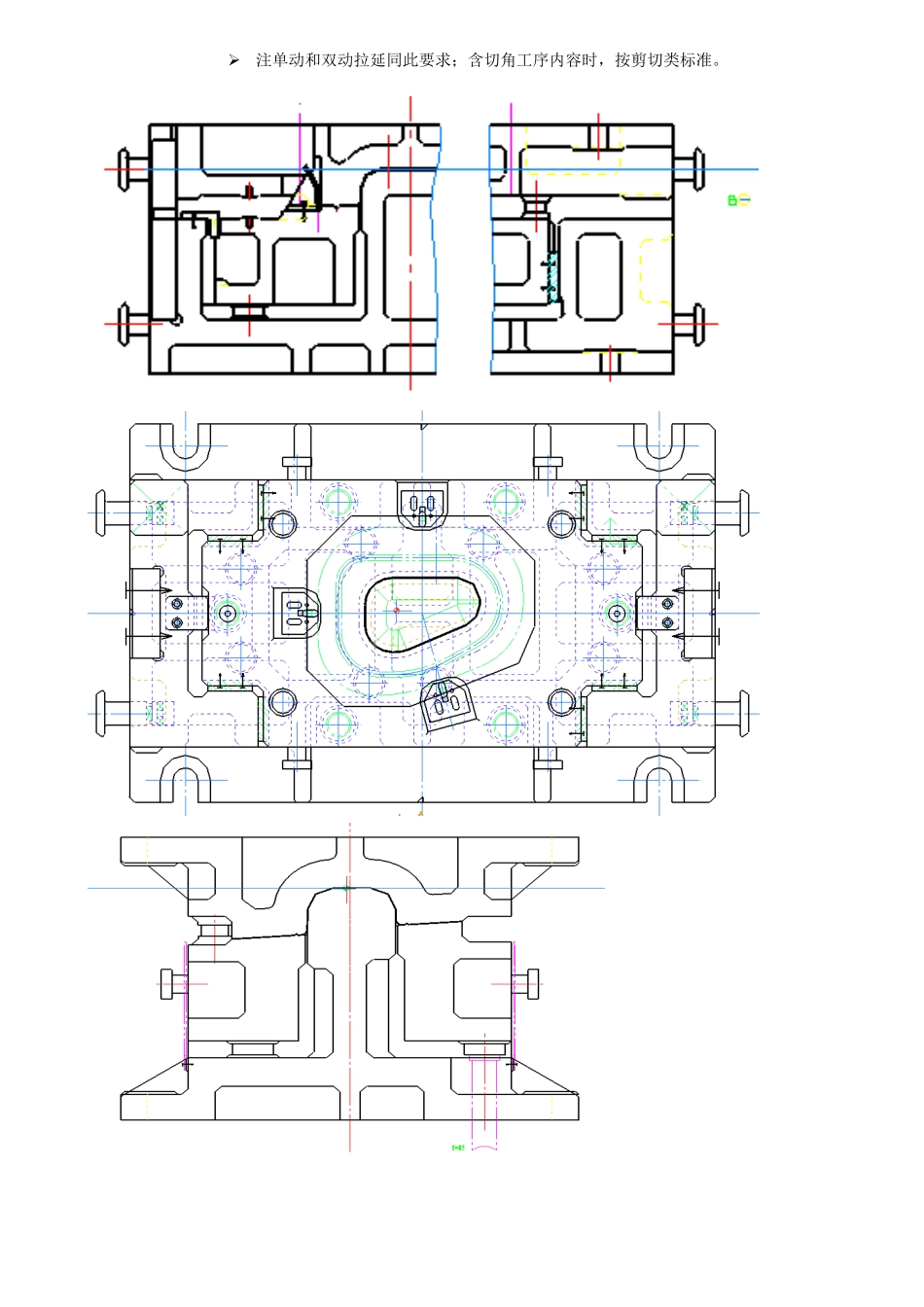
02注单动和双动拉延同此要求;含切角工序内容时,按剪切类标准
修边模要求掌握刃口:截面形状,基本尺寸凸模、凹模:结构;分块原则