第1页共4页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共4页浅谈数控车床的编程加工摘要数控车床编程加工零件时,程序不一定要全部编辑好再加工,编程与加工的有机结合,合理安排,能大大提高零件加工的精度,提高效率
关键字编程加工改刀补数控车床编程指令很多,对于一外轮廓的加工,可以全部采用G00~G03进行编程加工,也可以采用外圆车削循环指令如G90减少程序段,为进一步提高自动化程度可以采用复合切削循环G71、G70等指令
灵活地运用编程指令进行编程能大大提高加工效率,选择正确的编程指令和加工工艺能充分体现数控技术的优越性,编程和加工的合理安排也能提高加工效率和产品质量
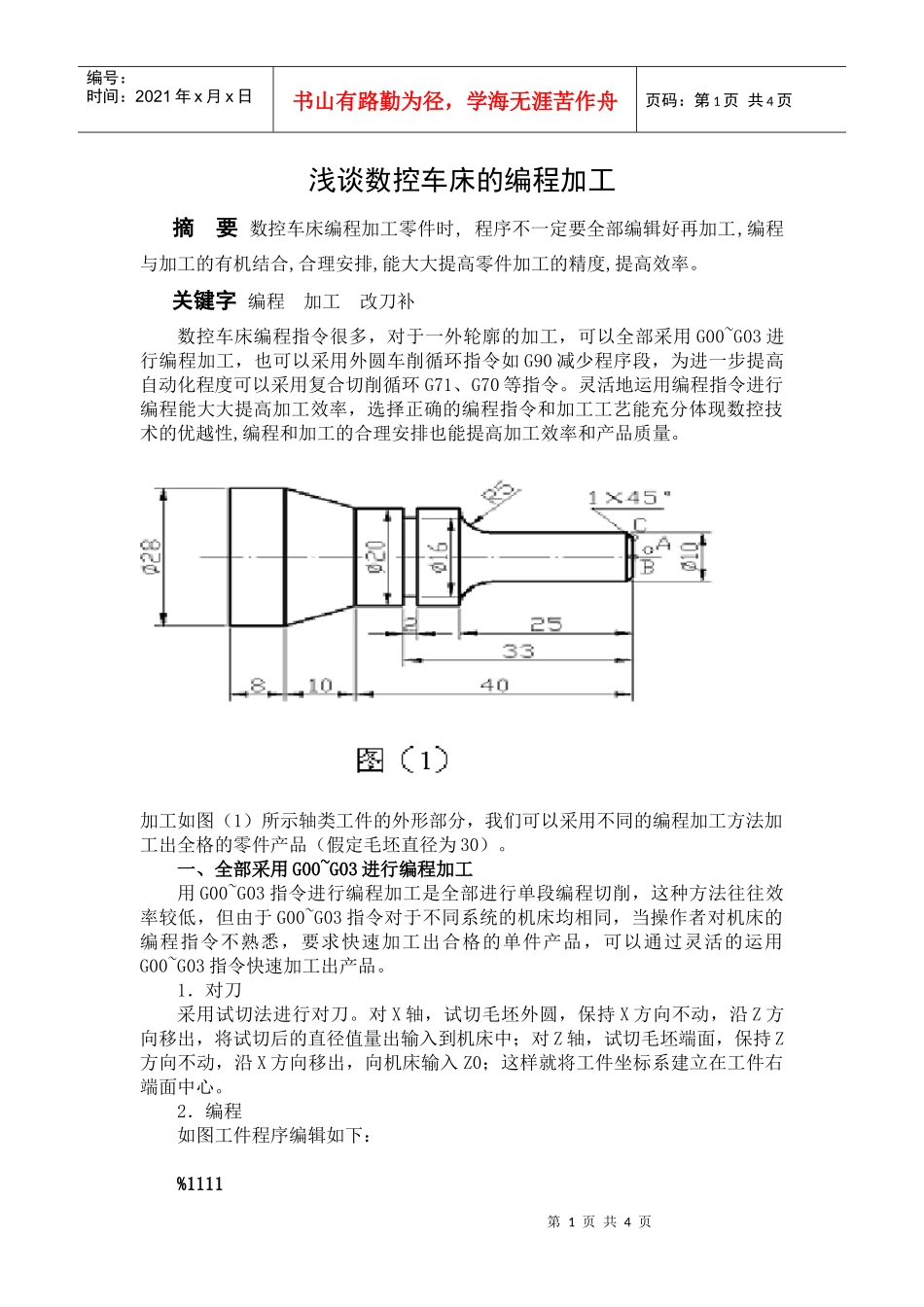
加工如图(1)所示轴类工件的外形部分,我们可以采用不同的编程加工方法加工出全格的零件产品(假定毛坯直径为30)
一、全部采用G00~G03进行编程加工用G00~G03指令进行编程加工是全部进行单段编程切削,这种方法往往效率较低,但由于G00~G03指令对于不同系统的机床均相同,当操作者对机床的编程指令不熟悉,要求快速加工出合格的单件产品,可以通过灵活的运用G00~G03指令快速加工出产品
1.对刀采用试切法进行对刀
对X轴,试切毛坯外圆,保持X方向不动,沿Z方向移出,将试切后的直径值量出输入到机床中;对Z轴,试切毛坯端面,保持Z方向不动,沿X方向移出,向机床输入Z0;这样就将工件坐标系建立在工件右端面中心
2.编程如图工件程序编辑如下:%1111第2页共4页第1页共4页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共4页T0101M03S850M08G00X6Z30Z1G01X10Z-1F180Z-20G02X20Z-25R5Z-40X28Z-50Z-63X31G00Z30M09M05M303.加工我们所编的程序只是精加工程序,显然不能直接加工
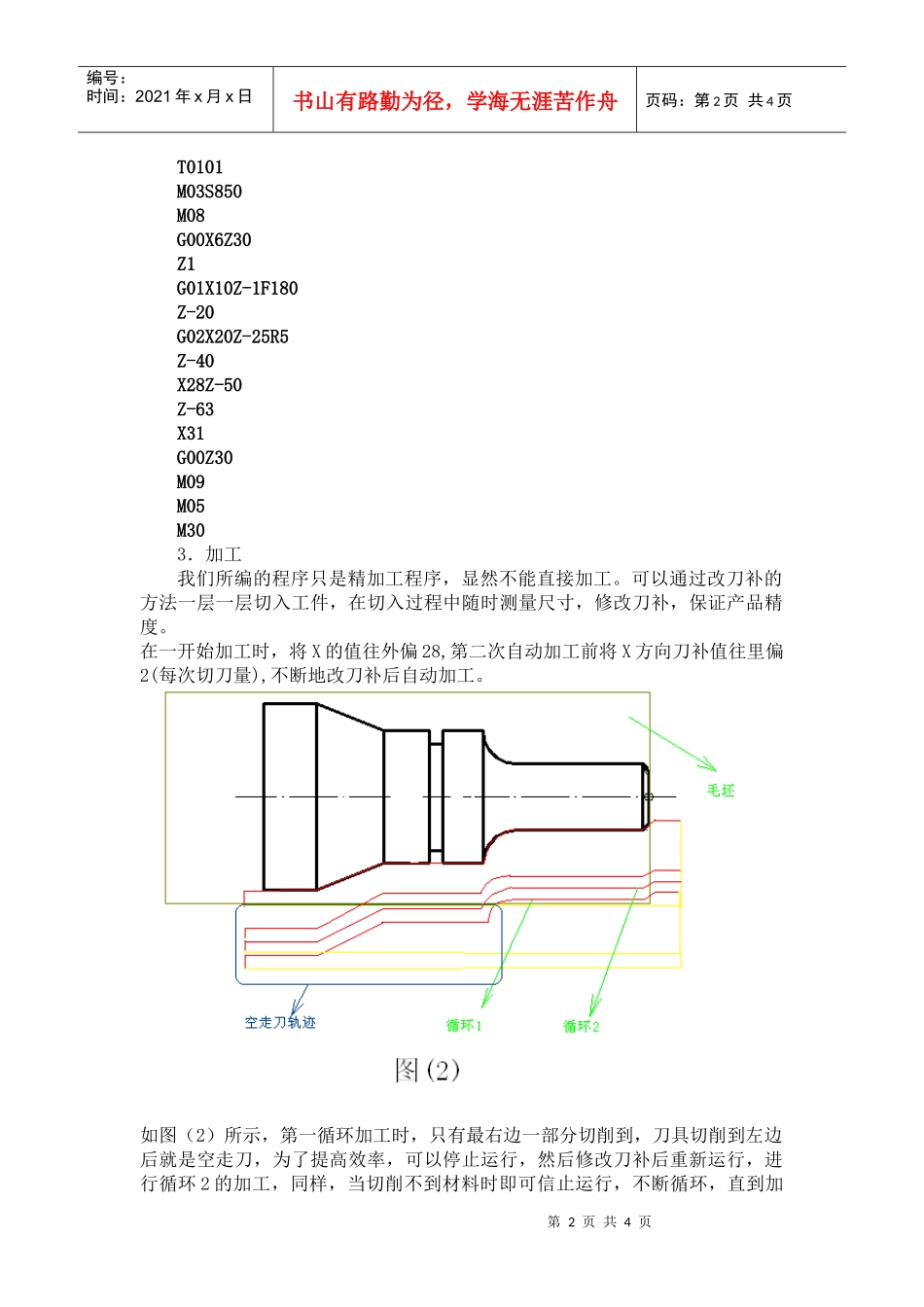
可以通过改刀补