文件名称公司文件编号回流焊工艺要求说明天津思德维自动化有限公司更新时间页码版本作者1/61
01焊炉的目的︰通过高温焊料固化,从而达到将PCB和SMT的表面贴装组件连接在一起,形成电气回路
2Reflow2
1焊锡原理印刷有锡膏的PCB,在零件贴装完成后,经过加热,锡膏熔化,冷却后将PCB和零件焊接成一体
从而达到既定的机械性能,电器性能
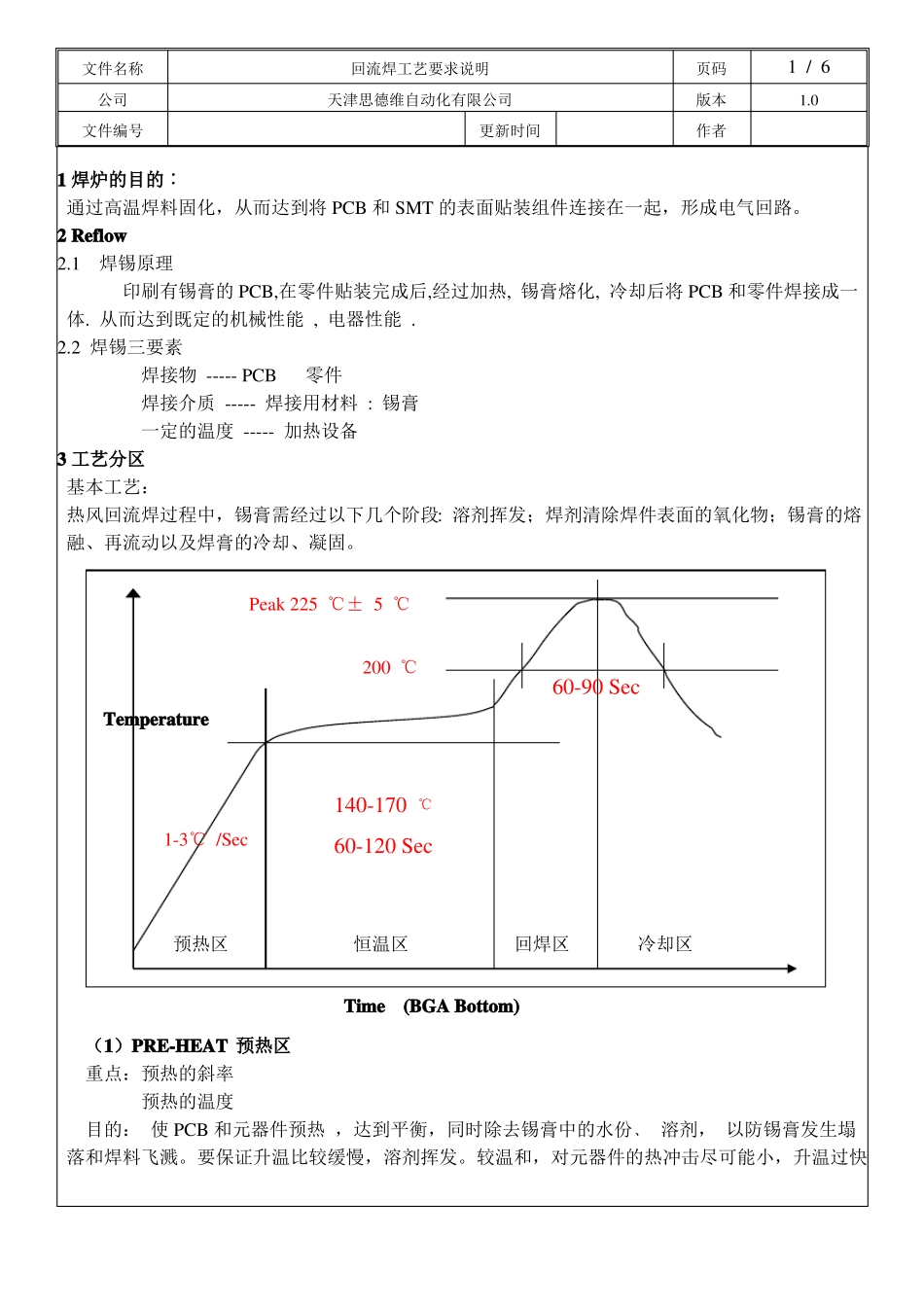
2焊锡三要素焊接物-----PCB零件焊接介质-----焊接用材料:锡膏一定的温度-----加热设备3工艺分区基本工艺:热风回流焊过程中,锡膏需经过以下几个阶段:溶剂挥发;焊剂清除焊件表面的氧化物;锡膏的熔融、再流动以及焊膏的冷却、凝固
Peak225℃±5℃200℃60-90SecTemperature140-170℃1-3℃/Sec(1)PRE-HEAT预热区重点:预热的斜率预热的温度目的:使PCB和元器件预热,达到平衡,同时除去锡膏中的水份﹑溶剂,以防锡膏发生塌落和焊料飞溅
要保证升温比较缓慢,溶剂挥发
较温和,对元器件的热冲击尽可能小,升温过快预热区60-120Sec回焊区冷却区恒温区Time(BGABottom)文件名称公司文件编号回流焊工艺要求说明天津思德维自动化有限公司更新时间页码版本作者2/61
0会造成对元器件的伤害,如会引起多层陶瓷电容器开裂
同时还会造成焊料飞溅,使在整个PCB的非焊接区域形成焊料球以及焊料不足的焊点
作用及规格﹕是用来加热PCB&零件;斜率为1-3℃/秒,占总时间的30%左右,最高温度控制在140℃以下,减少热冲击
(2)SOAK恒温区重点:均温的时间均温的温度目的:保证在达到再流温度之前焊料能完全干燥,同时还起着焊剂活化的作用,清除元器件、焊盘、焊粉中的金属氧化物
时间约60~120秒,根据焊料的性质、PCB有所差异
作用及规格﹕是使大小零件及PCB受热完全均匀,消除局部温差;通过锡膏成份中的