1功能介绍酸洗工艺段是连续酸洗生产线的核心工艺区域,目的是通过化学反应去除带钢表面氧化铁皮
酸洗模块主要包括酸洗操作和酸循环系统两部分
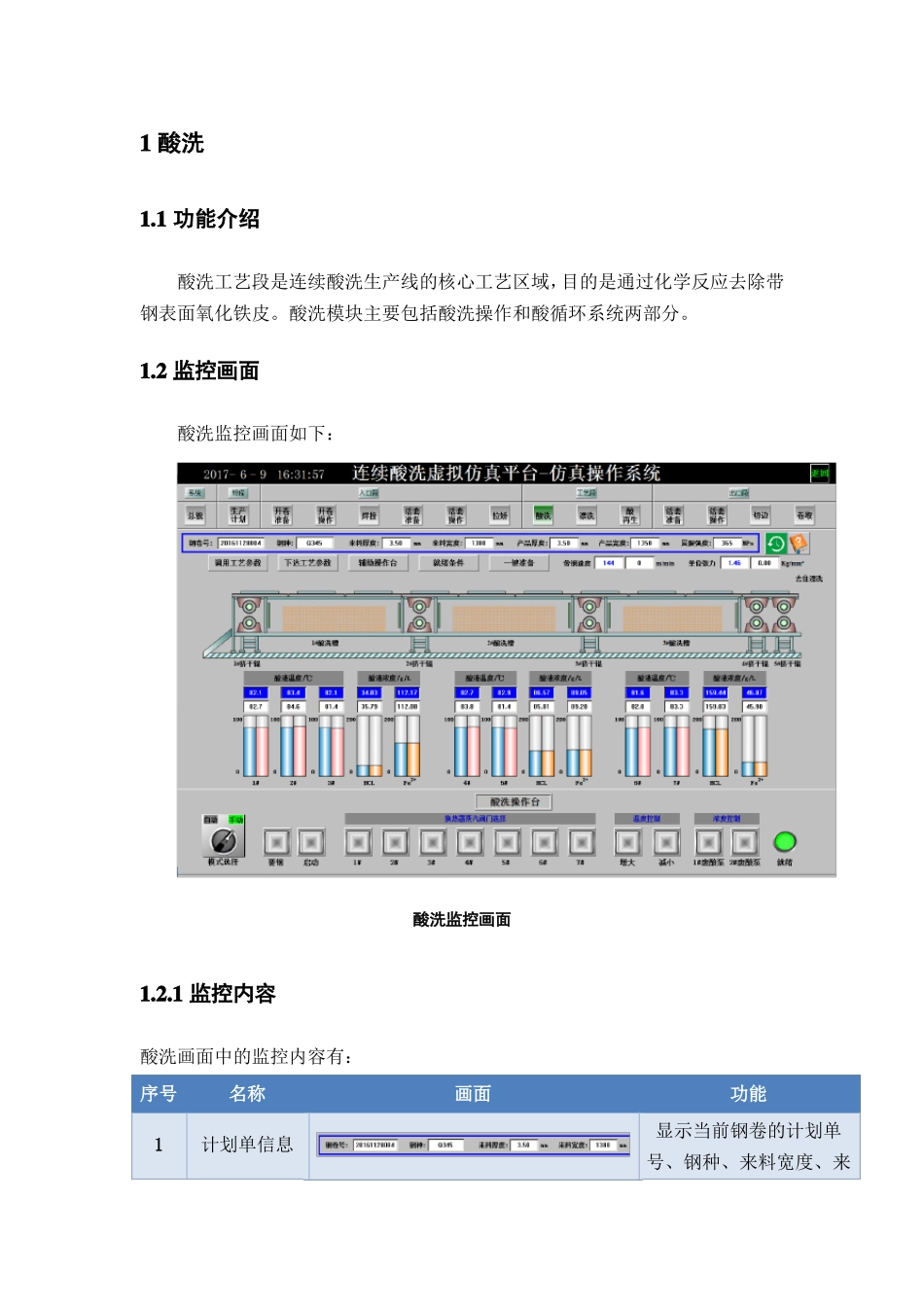
2监控画面酸洗监控画面如下:酸洗监控画面1
1监控内容酸洗画面中的监控内容有:序号1名称计划单信息画面功能显示当前钢卷的计划单号、钢种、来料宽度、来料厚度、产品宽度和产品厚度等信息
显示酸洗生产设定和检测2生产参数参数,包括带钢速度、单位张力以及酸液浓度、温度等参数
酸洗主体设备,共三段,3酸洗槽一定浓度的盐酸在酸洗槽内循环,用于对带钢进行紊流酸洗
用于挤除带钢表面酸液,4挤干辊防止相邻酸洗槽内不同浓度酸液相互混合
2操控内容辅助操作台和酸洗操作台如下所示:1
酸洗准备:1)调用并下达工艺参数;2)辅助操作台中【1#~5#挤干辊】-【压下】,【1#~9#槽盖】-【闭合】,【酸雾吸收装置】-【投入】,【负压风机】-【投入】;3)工艺段液压站就绪(工艺段共用);4)工艺段稀油润滑站就绪(工艺段共用);5)酸循环系统就绪;6)以上准备条件满足后,【就绪】指示灯亮起,表示酸洗准备工作完成
酸洗自动模式:1)将【模式选择】切到【自动】;2)点击【要钢】,显示待酸洗带钢;3)点击【启动】,在系统的控制下自动完成全部酸洗操作,包括异常工况处理
酸洗手动模式:1)将【控制模式】切到【手动】;2)点击【启动】,带钢向前运动,开始酸洗操作;3)酸洗过程中会随机出现酸液温度和酸液浓度异常(柱状图变红闪烁),处理方式如下:①酸液温度异常(合理范围:设定值±5℃及以内)选中发生对应的换热器阀门,点击【增大】或【减小】温度控制按钮,将温度调节正常(通过调节加热器蒸汽阀门开口度来控制温度);②酸液浓度异常(合理范围:设定值±3g/L及以内)打开其中一个废酸泵(1用1备),排出废酸,补充新酸,直到Fe2+浓度和HCL浓度都恢复到正常范围;