第1页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共25页塑胶模具基本结构简介1模具基本结构1
3热浇道2流道与浇口2
1流道形式2
2浇口设计3冷却系統3
3油温4顶出系統4
1二段顶出4
2强制顶出5倒勾处理5
1滑块(內滑块)5
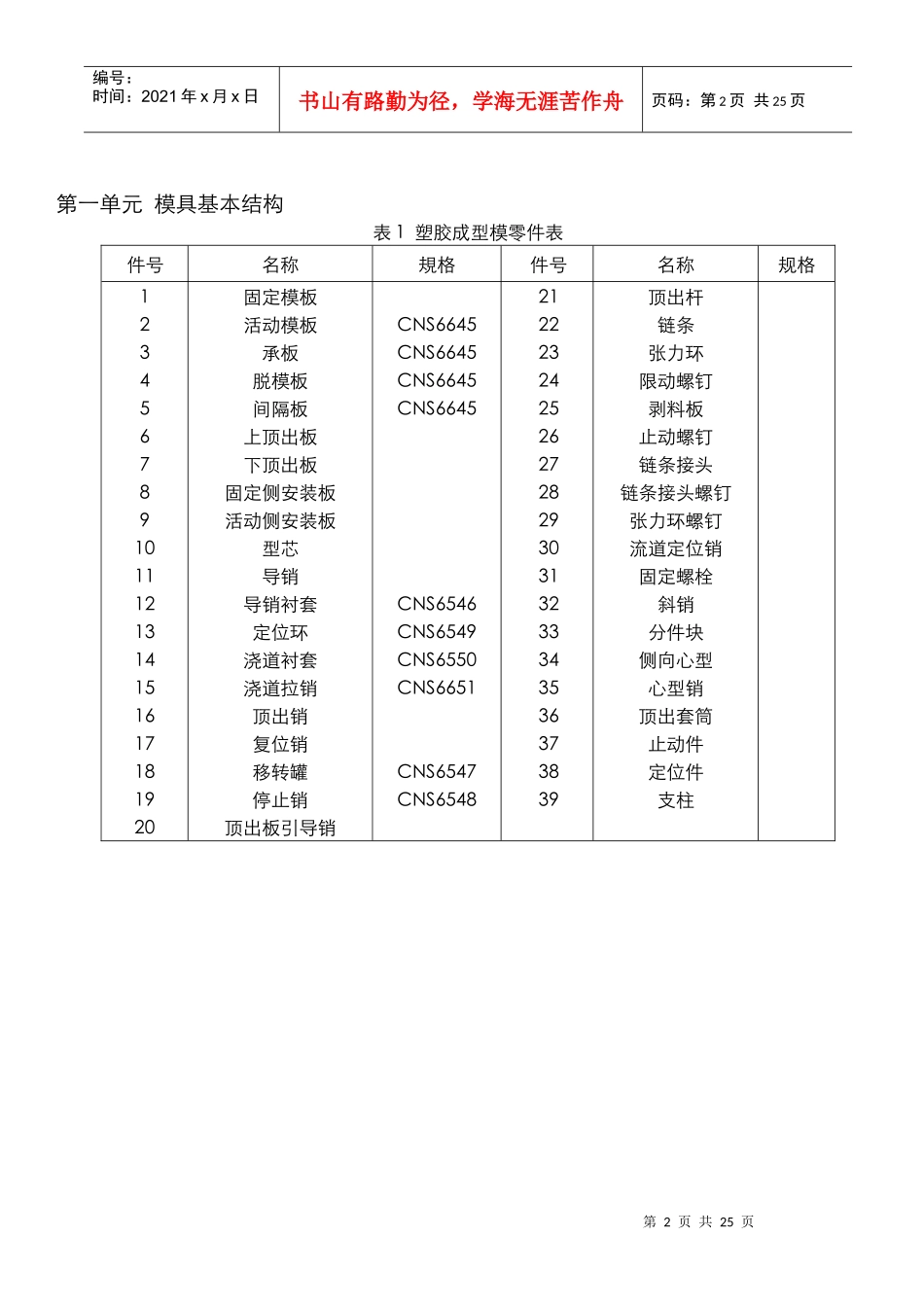
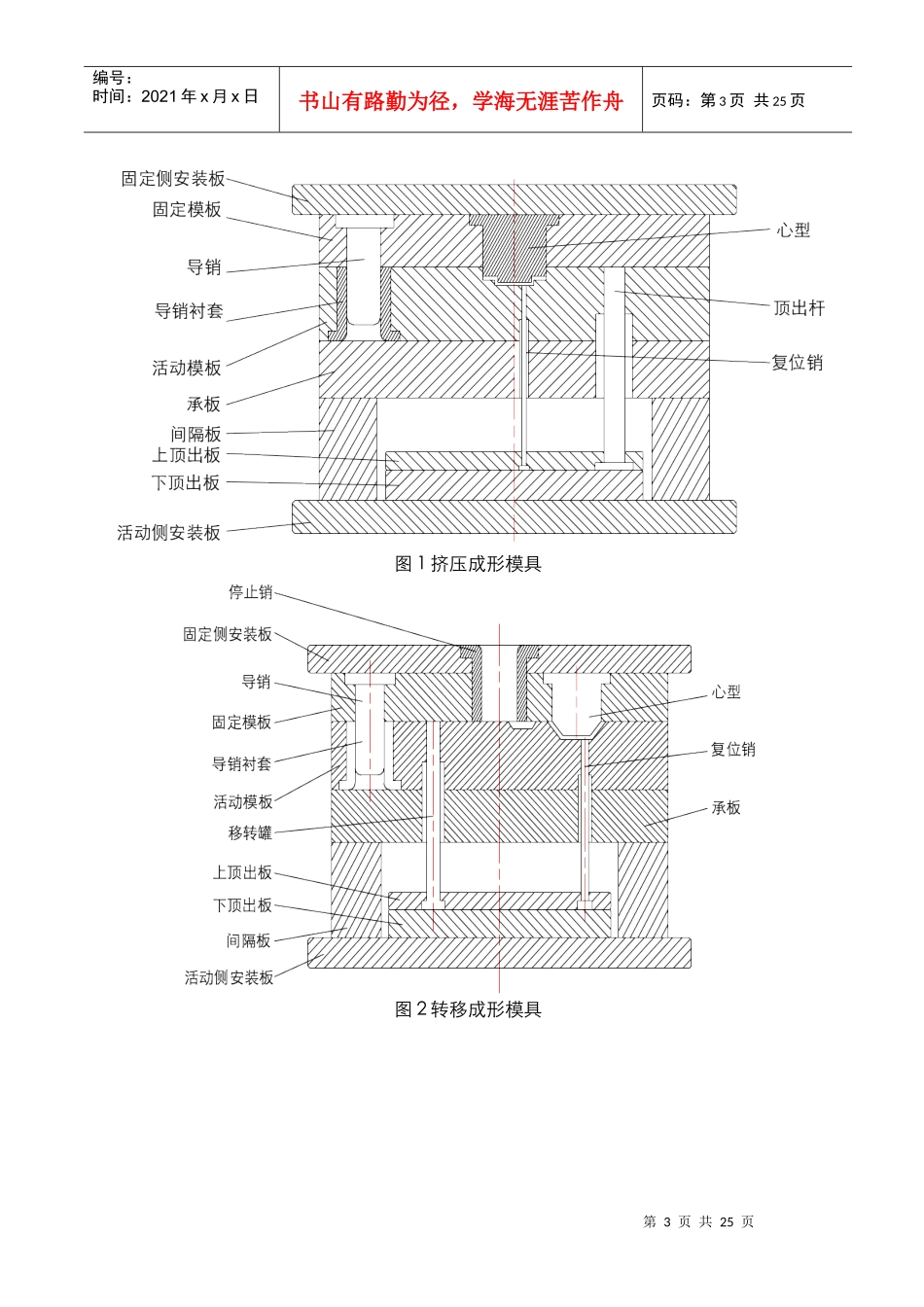
3强制脱模第2页共25页第1页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共25页第一单元模具基本结构表1塑胶成型模零件表件号名称規格件号名称规格1234567891011121314151617181920固定模板活动模板承板脱模板间隔板上顶出板下顶出板固定侧安装板活动侧安装板型芯导销导销衬套定位环浇道衬套浇道拉销顶出销复位销移转罐停止销顶出板引导销CNS6645CNS6645CNS6645CNS6645CNS6546CNS6549CNS6550CNS6651CNS6547CNS654821222324252627282930313233343536373839顶出杆链条张力环限动螺钉剥料板止动螺钉链条接头链条接头螺钉张力环螺钉流道定位销固定螺栓斜销分件块侧向心型心型销顶出套筒止动件定位件支柱第3页共25页第2页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共25页图1挤压成形模具图2转移成形模具第4页共25页第3页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共25页图3射出成形模具(1标准型)图4射出成形模具(4滑板型L型流道用)第5页共25页第4页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共25页图5射出成形模具(5分割型)图6射出成形专用模(6侧向型模活动侧)第6页共25页第5页共25页编号:时间:2