钢筋电弧焊施工方法钢筋电弧焊是以焊条作为一板、钢筋为另一板,利用焊接电流通过产生的电弧热进行焊接的一种熔焊方法
钢筋电弧焊包括帮条焊、搭接焊、坡口焊和熔槽帮条焊等接头型式
焊接时应符合下列要求:(1)应根据钢筋级别、直径、接头形式和焊接位置,选择焊条、焊接工艺和焊接参数;(2)焊接时,引弧应在垫板、帮条或形成焊缝的部位进行,不得烧伤主筋;(3)焊接地线与钢筋应接触紧密;(4)焊接过程中应及时清渣,焊缝表面应光滑,焊缝余高应平缓过渡,弧坑应填满
一、电弧焊设备和焊条电弧焊设备主要采用交流弧焊机
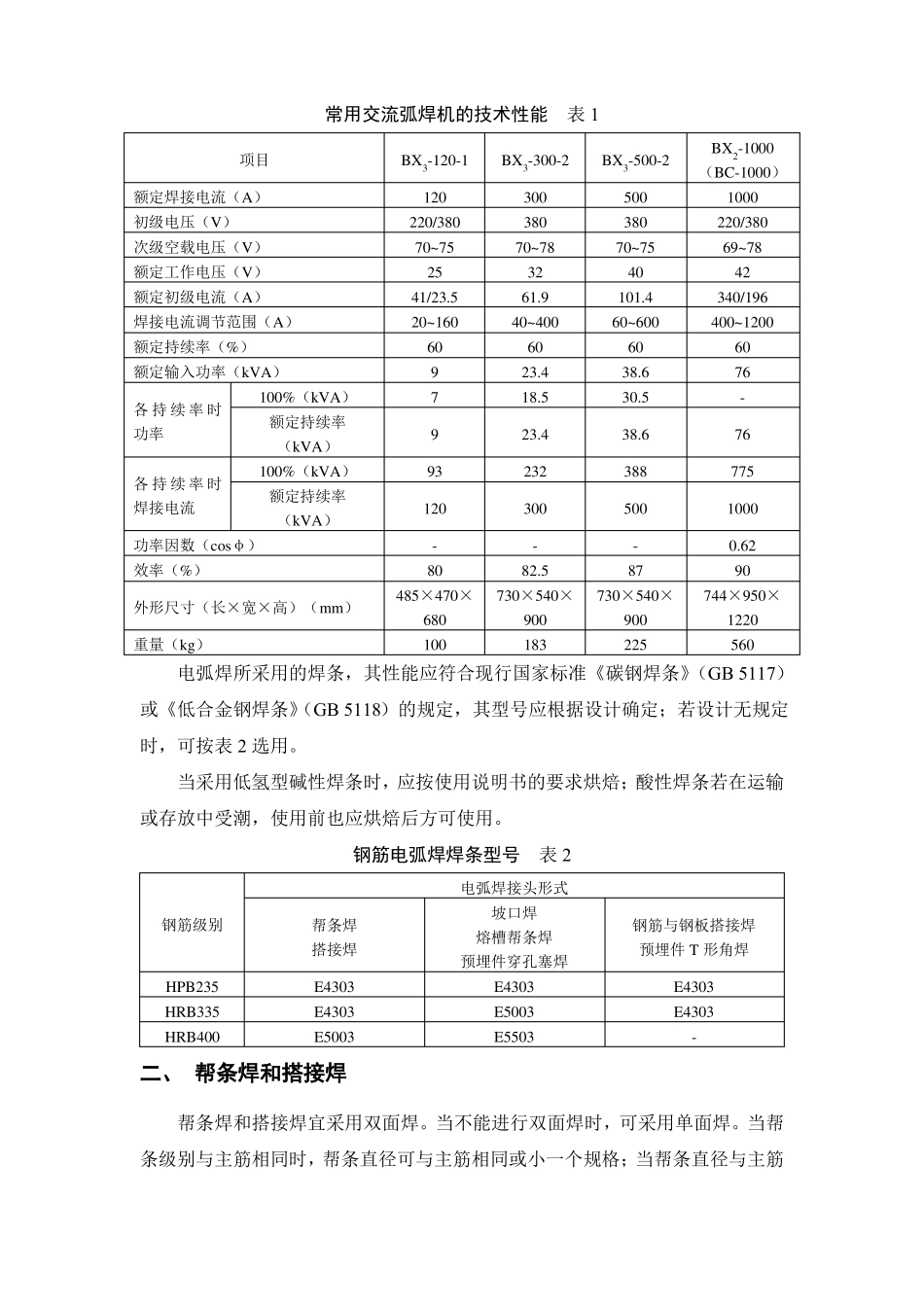
建筑工地常用交流弧焊机的技术性能,见表1
常用交流弧焊机的技术性能表1项目额定焊接电流(A)初级电压(V)次级空载电压(V)额定工作电压(V)额定初级电流(A)焊接电流调节范围(A)额定持续率(%)额定输入功率(kVA)各持续率时功率各持续率时焊接电流功率因数(cosφ)效率(%)外形尺寸(长×宽×高)(mm)重量(kg)100%(kVA)额定持续率(kVA)100%(kVA)额定持续率(kVA)BX3-120-1120220/38070~752541/23
520~1606097993120-80485×470×680100BX3-300-230038070~783261
940~4006023
4232300-82
5730×540×900183BX3-500-250038070~7540101
460~6006038
6388500-87730×540×900225BX2-1000(BC-1000)1000220/38069~7842340/196400~12006076-7677510000
6290744×950×1220560电弧焊所采用的焊条,其性能应符合现行国家标准《碳钢焊条》(GB5117)或《低合金钢焊条》(GB5118)的规定,其型