镦粗直螺纹机械连接现场质量控制要求针对目前钢筋加工过程中机械连接工艺实施现状,为提供现场质量控制依据,现将镦粗直螺纹机械连接工艺要求和施工检测要求明确
一施工操作工艺1
1工艺规程1
1直螺纹连接套连接钢筋施工工艺
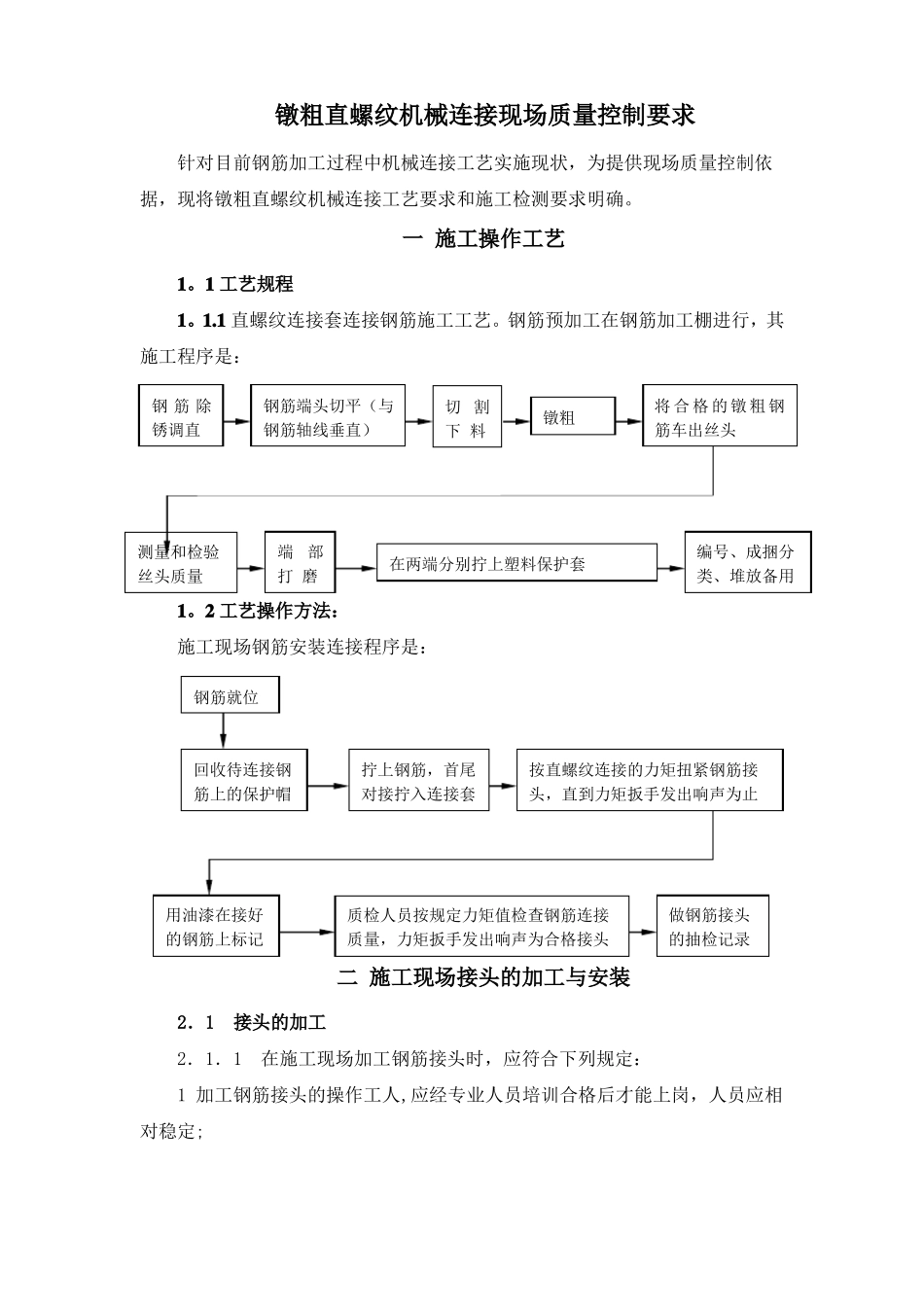
钢筋预加工在钢筋加工棚进行,其施工程序是:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)切割下料镦粗将合格的镦粗钢筋车出丝头测量和检验丝头质量端部打磨在两端分别拧上塑料保护套编号、成捆分类、堆放备用1
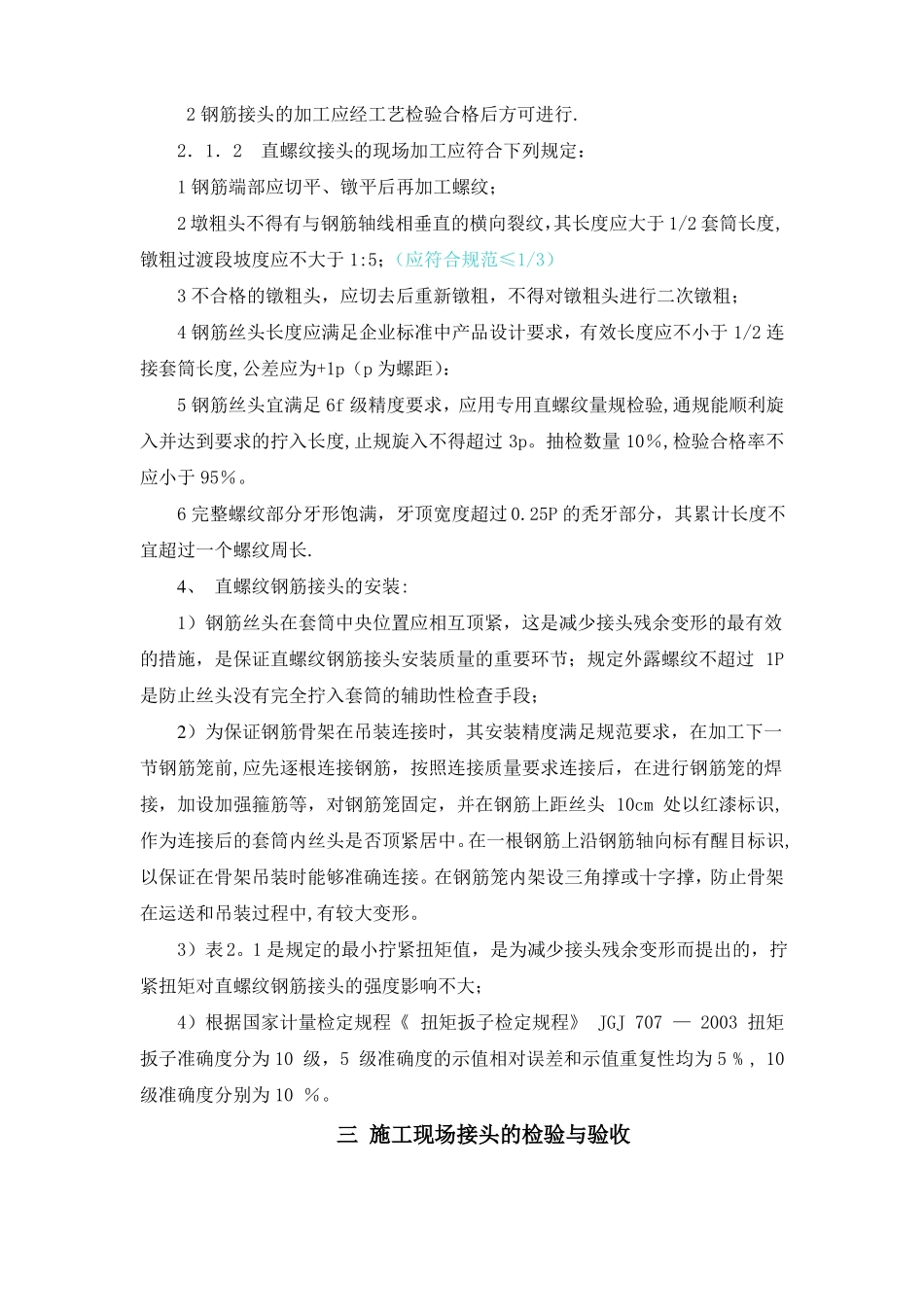
2工艺操作方法:施工现场钢筋安装连接程序是:回收待连接钢筋上的保护帽拧上钢筋,首尾对接拧入连接套按直螺纹连接的力矩扭紧钢筋接头,直到力矩扳手发出响声为止钢筋就位用油漆在接好的钢筋上标记质检人员按规定力矩值检查钢筋连接质量,力矩扳手发出响声为合格接头做钢筋接头的抽检记录二施工现场接头的加工与安装2.1接头的加工2.1.1在施工现场加工钢筋接头时,应符合下列规定:1加工钢筋接头的操作工人,应经专业人员培训合格后才能上岗,人员应相对稳定;2钢筋接头的加工应经工艺检验合格后方可进行
2.1.2直螺纹接头的现场加工应符合下列规定:1钢筋端部应切平、镦平后再加工螺纹;2墩粗头不得有与钢筋轴线相垂直的横向裂纹,其长度应大于1/2套筒长度,镦粗过渡段坡度应不大于1:5;(应符合规范≤1/3)3不合格的镦粗头,应切去后重新镦粗,不得对镦粗头进行二次镦粗;4钢筋丝头长度应满足企业标准中产品设计要求,有效长度应不小于1/2连接套筒长度,公差应为+1p(p为螺距):5钢筋丝头宜满足6f级精度要求,应用专用直螺纹量规检验,通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3p
抽检数量10%,检验合格率不应小于95%
6完整螺纹部分牙形饱满,牙顶宽度超过0
25P的秃牙部分,其累计长度不宜超过一个螺纹周长
4、直螺纹钢筋接头的安装:1)钢筋丝头在套筒中央位置应相互顶紧,这是减少接头残余变