第四章分部分项主要施工方法第一节基本要求1、经会审和批准的设计文件和施工图纸齐备,施工人员熟悉各有关图纸资料,了解整个工程的施工方案、工艺要求、质量标准
2、施工所需的设备、仪器、工具、部件、材料等应提前准备就绪,施工现场有障碍物时应提前清除
第二节施工开展程序本工程为防腐工程,主要采用人工、机械施工、人工配合的施工方法
因为当地天气等特殊情况,考虑到工期和进度,我们将针对实际施工面积合理调配机具
在甲方规定工作日内彻底施工完毕
第三节施工工艺流程确保工程施工保质、有序的进行,工程按期竣工,对作业流程要严格控制
并制定相应的质量保证措施和安全措施
在施工过程中,施工方法的选择很重要
首先必须严格按图施工,同时还必须以现场实际情况作为作业指导
对施工班组、人员进行科学合理的任务分配,详细的技术交底
层层落实责任,各班组严格控制施工质量和工程进度,上道工序没达到要求的情况下不得进行下道工序的施工
第四节施工机械设备情况说明4
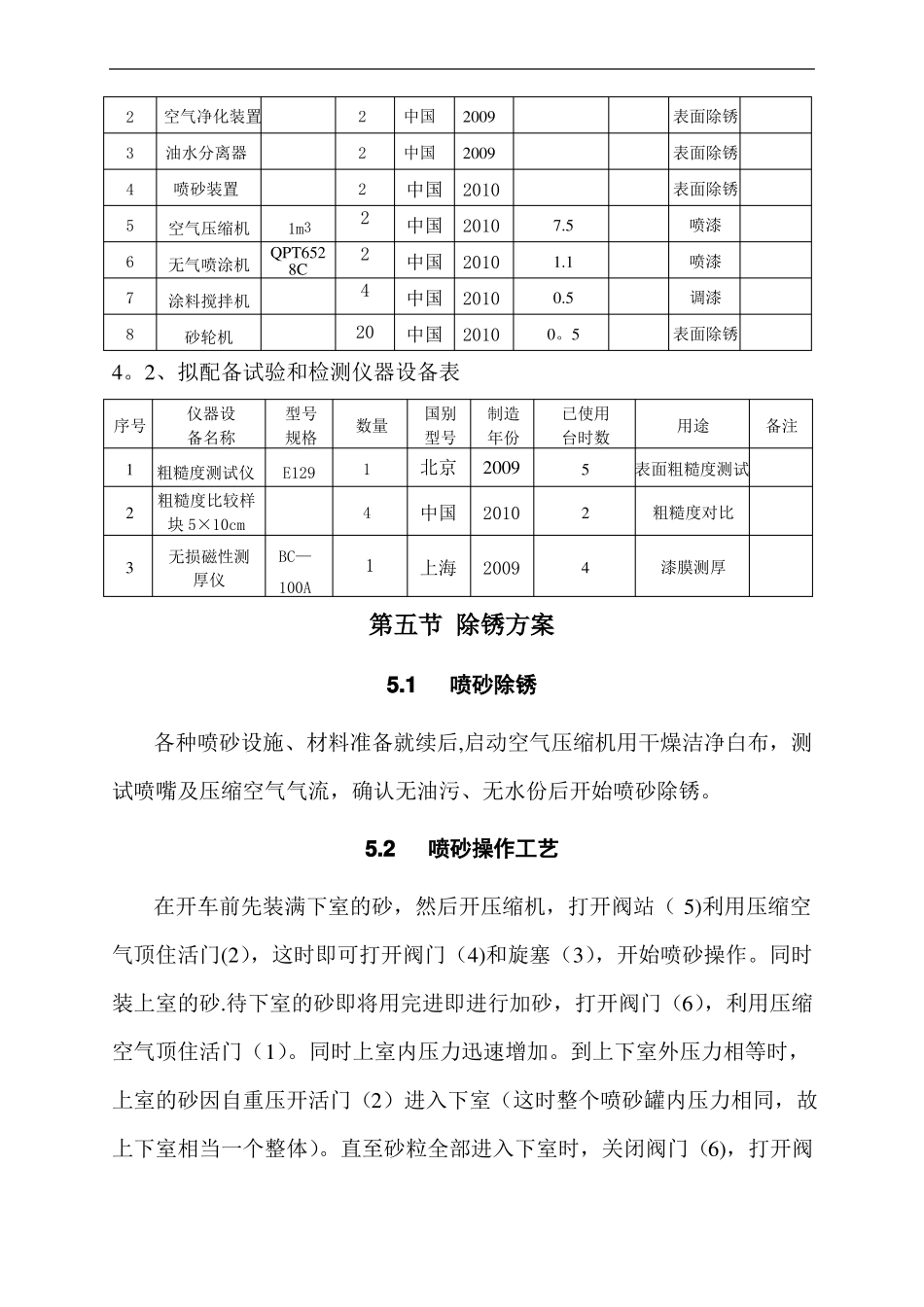
1、拟投入主要施工设备表序号1设备名称空气压缩机型号规格9m3数量2国别产地中国制造年份2009额定功率(KW)生产能力用于施工部位表面除锈备注552345678空气净化装置油水分离器喷砂装置空气压缩机3222中国中国200920097
5表面除锈表面除锈表面除锈喷漆喷漆调漆中国2010中国2010中国2010中国2010中国20101mQPT652无气喷涂机8C涂料搅拌机砂轮机22420表面除锈4
2、拟配备试验和检测仪器设备表序号123仪器设备名称粗糙度测试仪粗糙度比较样块5×10cm无损磁性测厚仪型号规格E129BC—100A数量14国别型号制造年份已使用台时数524用途表面粗糙度测试粗糙度对比漆膜测厚备注北京2009中国2010上海20091第五节除锈方案5
1喷砂除锈各种喷砂设施、材料准备就续后,启动空气压缩机用干燥洁净白布,测