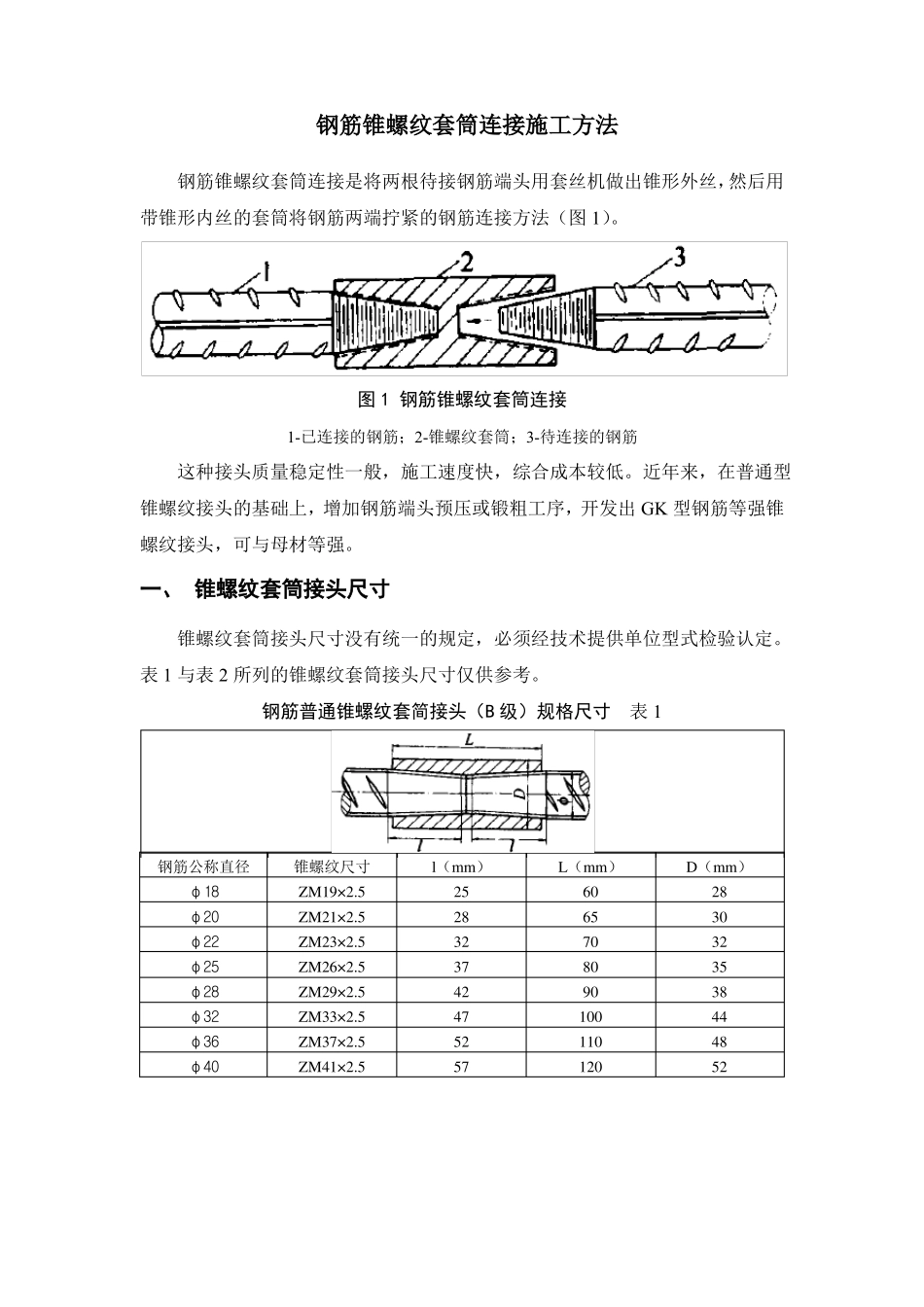
钢筋锥螺纹套筒连接施工方法钢筋锥螺纹套筒连接是将两根待接钢筋端头用套丝机做出锥形外丝,然后用带锥形内丝的套筒将钢筋两端拧紧的钢筋连接方法(图1)
图1钢筋锥螺纹套筒连接1-已连接的钢筋;2-锥螺纹套筒;3-待连接的钢筋这种接头质量稳定性一般,施工速度快,综合成本较低
近年来,在普通型锥螺纹接头的基础上,增加钢筋端头预压或锻粗工序,开发出GK型钢筋等强锥螺纹接头,可与母材等强
一、锥螺纹套筒接头尺寸锥螺纹套筒接头尺寸没有统一的规定,必须经技术提供单位型式检验认定
表1与表2所列的锥螺纹套筒接头尺寸仅供参考
钢筋普通锥螺纹套简接头(B级)规格尺寸表1钢筋公称直径φ18φ20φ22φ25φ28φ32φ36φ40锥螺纹尺寸ZM19×2
5ZM21×2
5ZM23×2
5ZM26×2
5ZM29×2
5ZM33×2
5ZM37×2
5ZM41×2
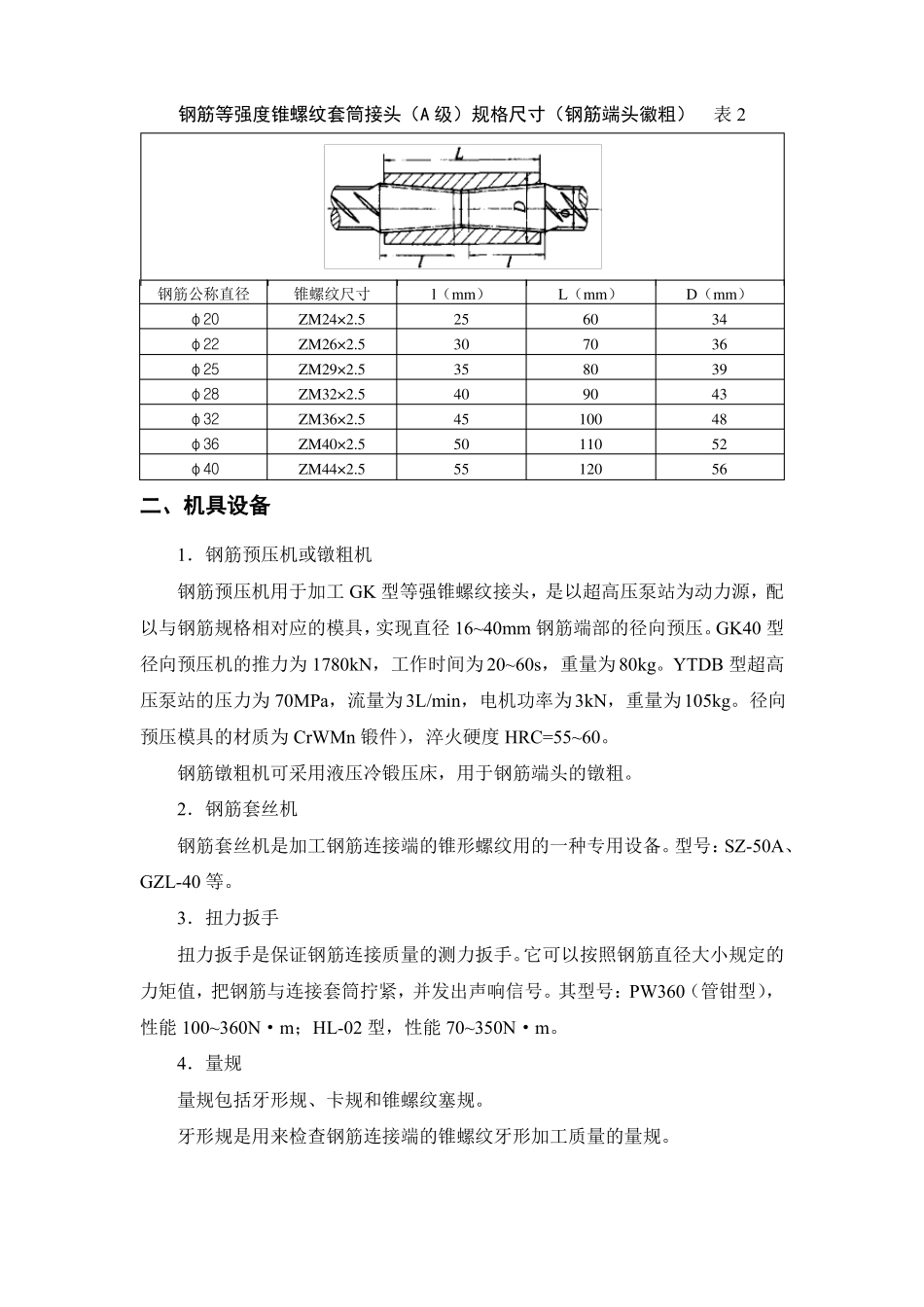
5l(mm)2528323742475257L(mm)6065708090100110120D(mm)2830323538444852钢筋等强度锥螺纹套筒接头(A级)规格尺寸(钢筋端头徽粗)表2钢筋公称直径φ20φ22φ25φ28φ32φ36φ40锥螺纹尺寸ZM24×2
5ZM26×2
5ZM29×2
5ZM32×2
5ZM36×2
5ZM40×2
5ZM44×2
5l(mm)25303540455055L(mm)60708090100110120D(mm)34363943485256二、机具设备1.钢筋预压机或镦粗机钢筋预压机用于加工GK型等强锥螺纹接头,是以超高压泵站为动力源,配以与钢筋规格相对应的模具,实现直径16~40mm钢筋端部的径向预压
GK40型径向预压机的推力为1780kN,工作时间为20~60s,重量为80kg
YTDB型超高压泵站的压力为70MPa,流量为3L/min,电机功率为3kN,重量为105kg
径向预压模具的材