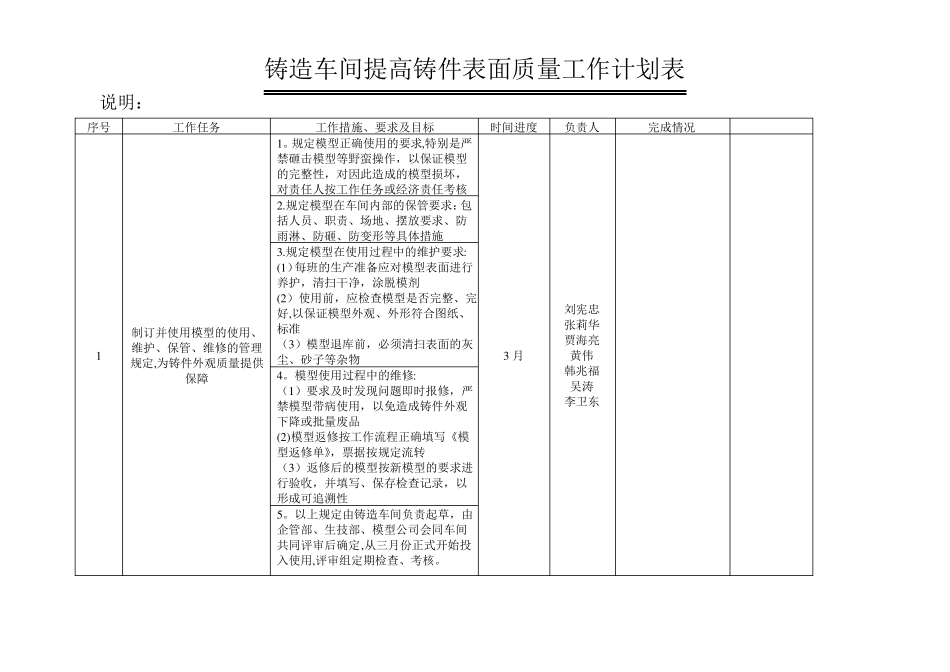
铸造车间提高铸件表面质量工作计划表说明:序号工作任务工作措施、要求及目标1
规定模型正确使用的要求,特别是严禁砸击模型等野蛮操作,以保证模型的完整性,对因此造成的模型损坏,对责任人按工作任务或经济责任考核2
规定模型在车间内部的保管要求:包括人员、职责、场地、摆放要求、防雨淋、防砸、防变形等具体措施3
规定模型在使用过程中的维护要求:(1)每班的生产准备应对模型表面进行养护,清扫干净,涂脱模剂(2)使用前,应检查模型是否完整、完好,以保证模型外观、外形符合图纸、标准(3)模型退库前,必须清扫表面的灰尘、砂子等杂物4
模型使用过程中的维修:(1)要求及时发现问题即时报修,严禁模型带病使用,以免造成铸件外观下降或批量废品(2)模型返修按工作流程正确填写《模型返修单》,票据按规定流转(3)返修后的模型按新模型的要求进行验收,并填写、保存检查记录,以形成可追溯性5
以上规定由铸造车间负责起草,由企管部、生技部、模型公司会同车间共同评审后确定,从三月份正式开始投入使用,评审组定期检查、考核
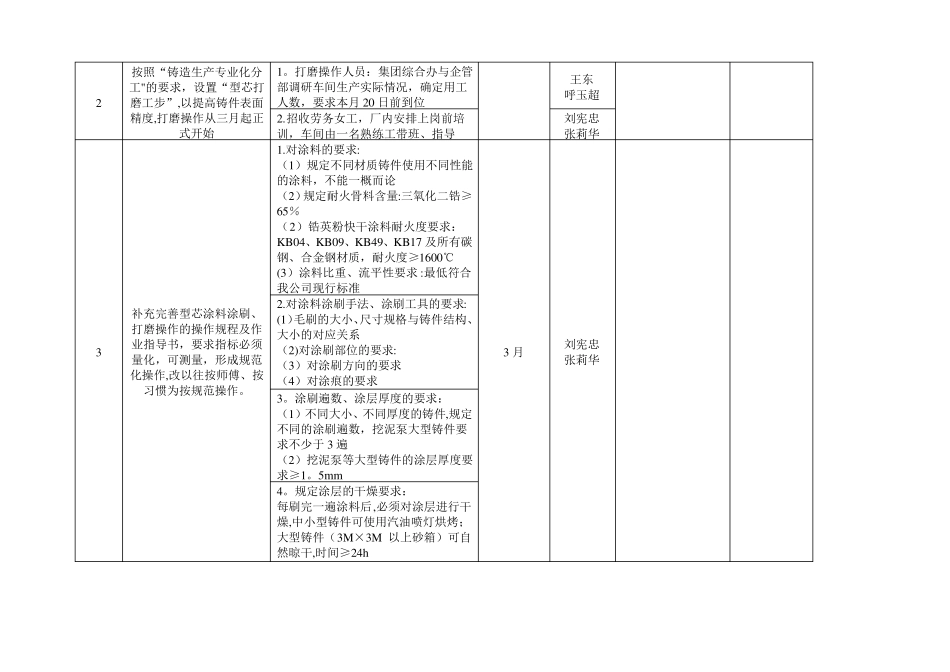
时间进度负责人完成情况1制订并使用模型的使用、维护、保管、维修的管理规定,为铸件外观质量提供保障3月刘宪忠张莉华贾海亮黄伟韩兆福吴涛李卫东2按照“铸造生产专业化分工"的要求,设置“型芯打磨工步”,以提高铸件表面精度,打磨操作从三月起正式开始3补充完善型芯涂料涂刷、打磨操作的操作规程及作业指导书,要求指标必须量化,可测量,形成规范化操作,改以往按师傅、按习惯为按规范操作
打磨操作人员:集团综合办与企管部调研车间生产实际情况,确定用工人数,要求本月20日前到位2
招收劳务女工,厂内安排上岗前培训,车间由一名熟练工带班、指导1
对涂料的要求:(1)规定不同材质铸件使用不同性能的涂料,不能一概而论(2)规定耐火骨料含量:三氧化二锆≥65%(2)锆英粉快干涂料耐火度要求:KB04、KB09、KB49、K