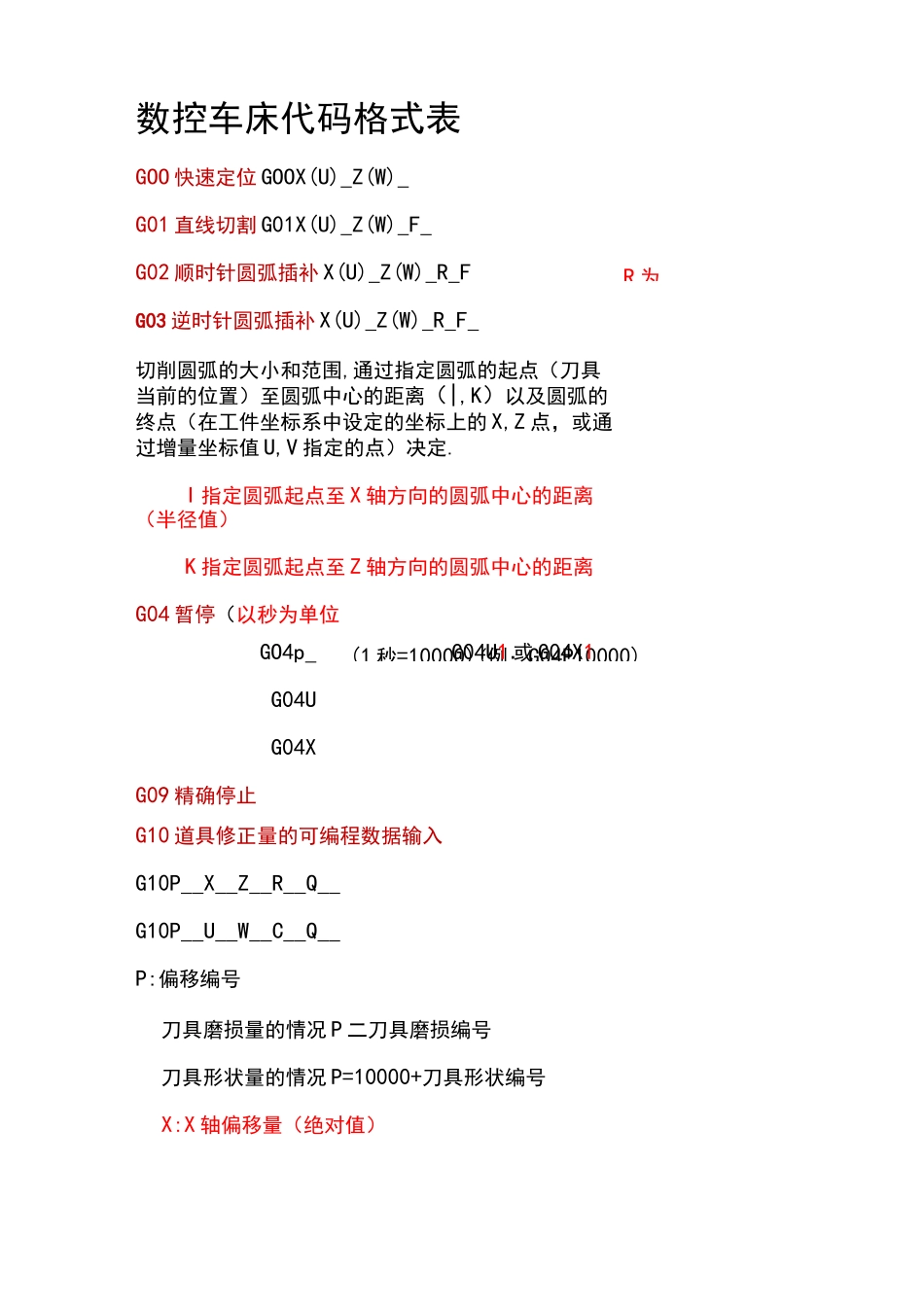
(1秒=10000)(例:G04P10000)R为数控车床代码格式表GOO快速定位GOOX(U)_Z(W)_G01直线切割G01X(U)_Z(W)_F_G02顺时针圆弧插补X(U)_Z(W)_R_FG03逆时针圆弧插补X(U)_Z(W)_R_F_切削圆弧的大小和范围,通过指定圆弧的起点(刀具当前的位置)至圆弧中心的距离(|,K)以及圆弧的终点(在工件坐标系中设定的坐标上的X,Z点,或通过增量坐标值U,V指定的点)决定
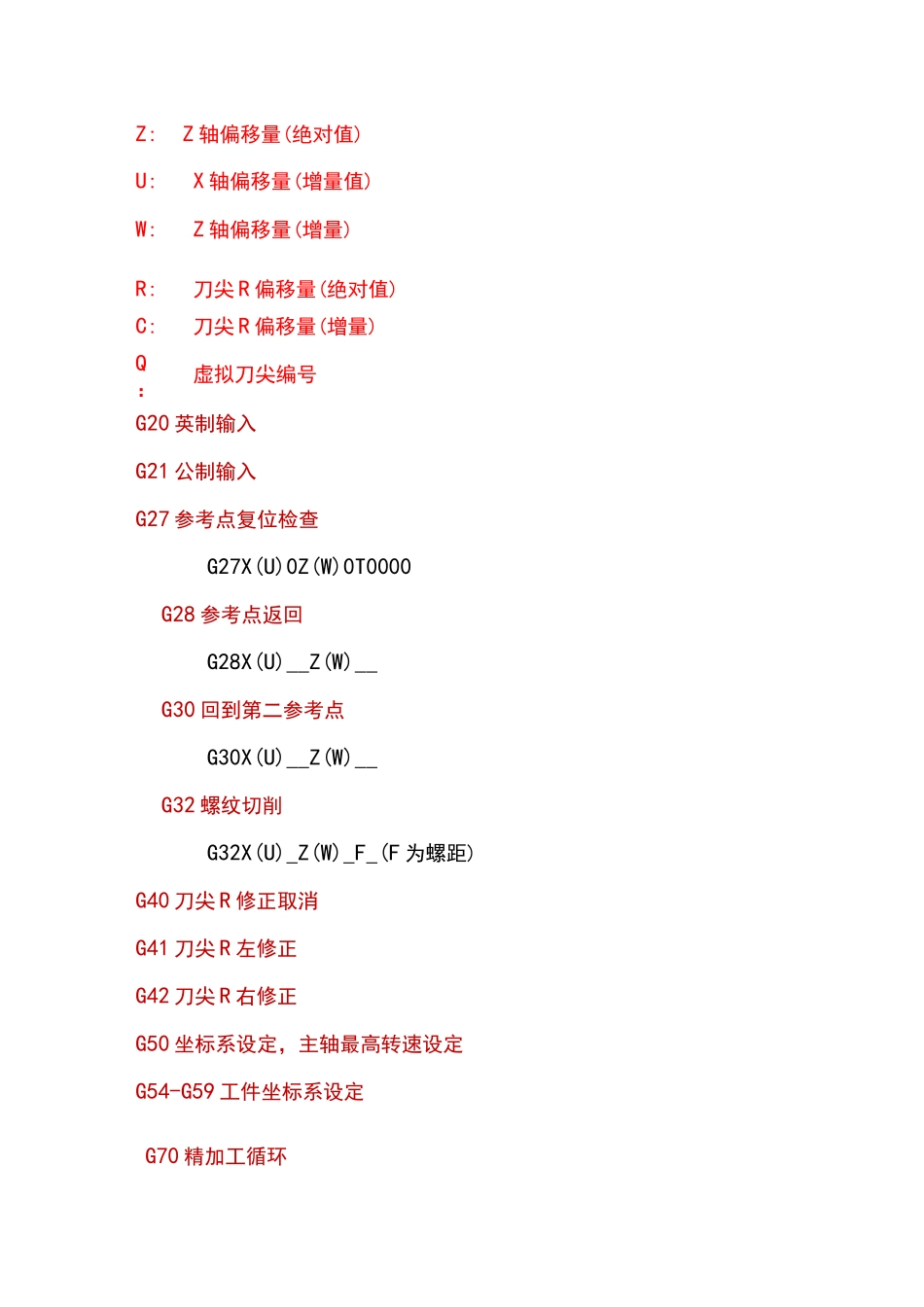
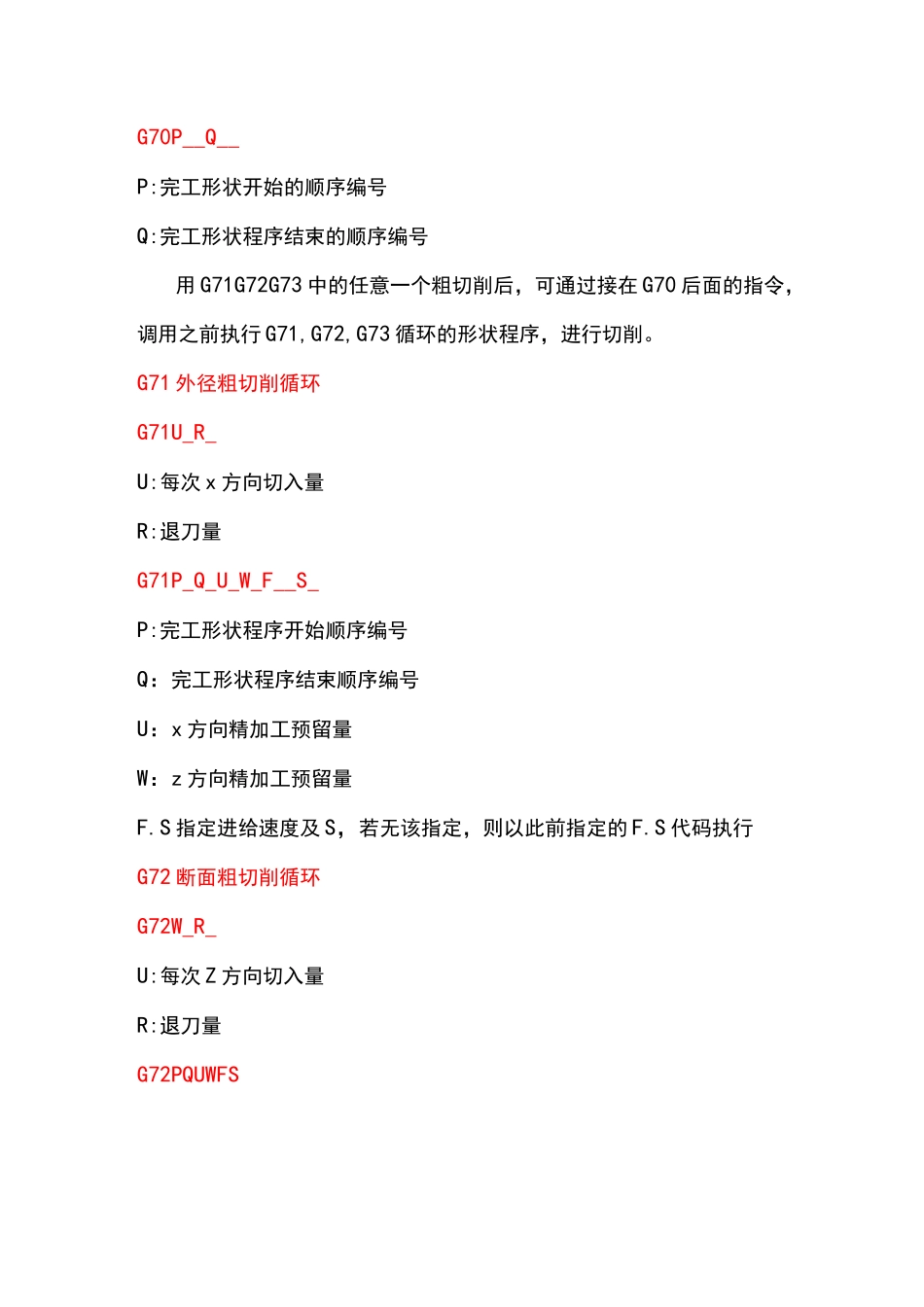
I指定圆弧起点至X轴方向的圆弧中心的距离(半径值)K指定圆弧起点至Z轴方向的圆弧中心的距离G04暂停(以秒为单位GO4p_G04UG04XG09精确停止G04U1或G04X1G10道具修正量的可编程数据输入G10P__X__Z__R__Q__G10P__U__W__C__Q__P:偏移编号刀具磨损量的情况P二刀具磨损编号刀具形状量的情况P=10000+刀具形状编号X:X轴偏移量(绝对值)G70精加工循环Z:Z轴偏移量(绝对值)U:X轴偏移量(增量值)W:Z轴偏移量(增量)R:刀尖R偏移量(绝对值)C:刀尖R偏移量(增量)Q:虚拟刀尖编号G20英制输入G21公制输入G27参考点复位检查G27X(U)0Z(W)0T0000G28参考点返回G28X(U)__Z(W)__G30回到第二参考点G30X(U)__Z(W)__G32螺纹切削G32X(U)_Z(W)_F_(F为螺距)G40刀尖R修正取消G41刀尖R左修正G42刀尖R右修正G50坐标系设定,主轴最高转速设定G54-G59工件坐标系设定G70P__Q__P:完工形状开始的顺序编号Q:完工形状程序结束的顺序编号用G71G72G73中的任意一个粗切削后,可通过接在G70后面的指令,调用之前执行G71,G72,G73循环的形状程序,进行切削
G71外径粗切削循环G71U_R_U:每次x方向切入量R:退刀量G71P_Q_