天然气管线安装工艺方法1)勘察现场根据设计及施工技术交底,联合建设单位、监理工程师及其它相关人员进行现场勘察
2)施工前准备1
组织全体施工人员对现场范围的其它管线进行细致的调查,绘制详细的施工草图,保证施工安全
对所用管材的性能指标进行检查
做好现场施工队的配合工作,包括管材的焊接、打压、气密性试验
设备的就位,从多方面考虑,即要便于施工,又要尽量少影响周围环境
3)测量放线1
依据设计图纸和现场进行对照,对设计管线位置进行准确测量、定点、标线,并对有可能影响施工的障碍因素尽可能早发现,早排除
4)钢管除锈防腐刷漆1
钢管焊接前,应对内外管壁氧化层及污物进行清除,除锈采用电动抛光机施工,已经除锈的管材要及时涂刷底漆,以防二次氧化
钢管采取普通级防腐,底漆――面漆—面漆—面漆,钢管防腐、刷漆前应清除被涂表面的铁锈、焊渣、毛刺、油、水等污物涂层应完整、均匀,颜色一致,不得有损坏、流淌;涂膜应附着牢固,颜色一致
5)管道焊接钢管焊接工艺要求1
钢管宜采用机械方法切割,如用氧、乙炔焰切割,必须保证尺寸正确,表面平整切口无裂纹、重皮、毛刺、氧化物等
坡口加工宜采用机械方法,将凹凸不平处打磨平整
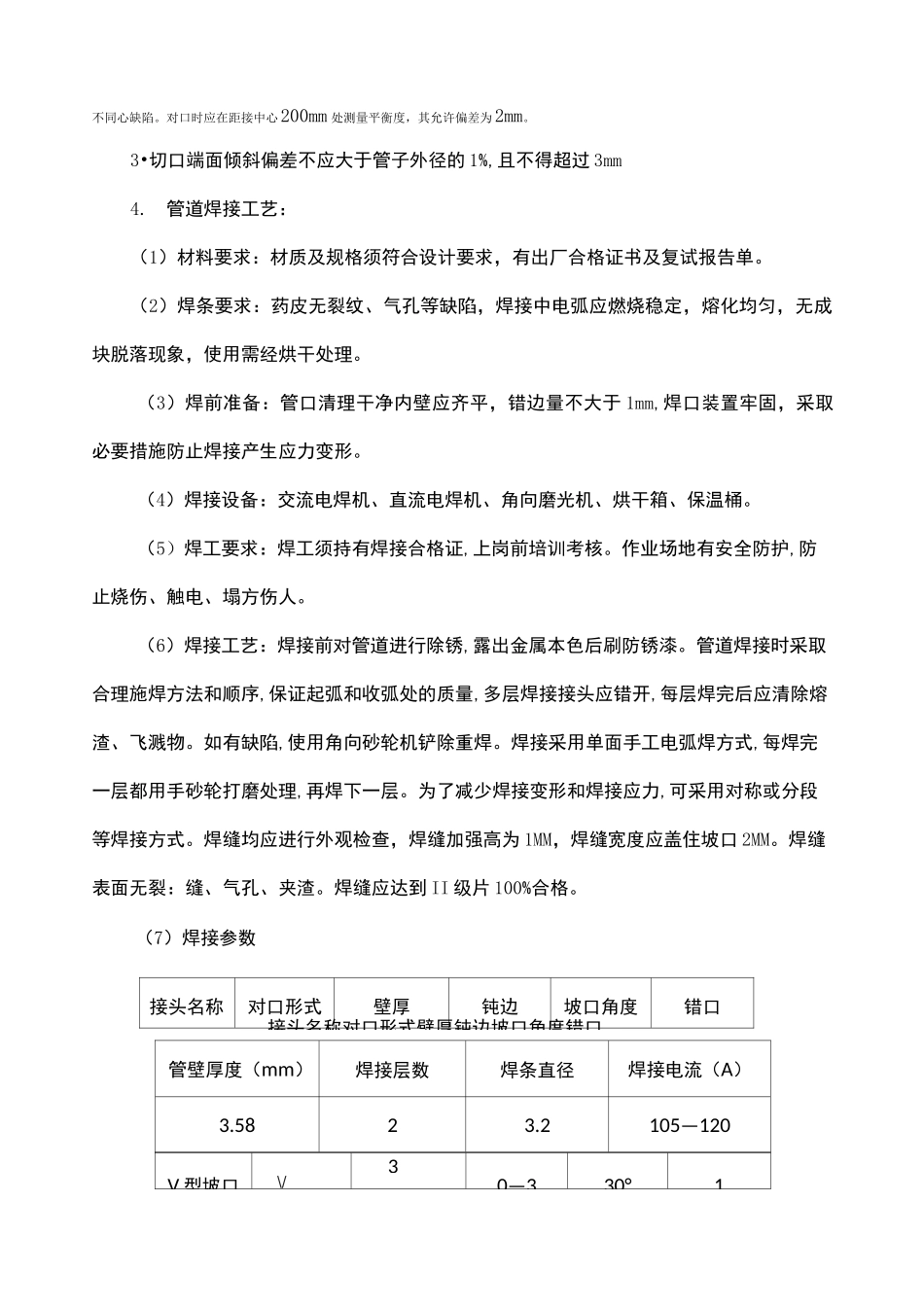
管子连接不得使用强力对口或用加热管子等方法来消除口断面的空隙,偏差错口和接头名称对口形式壁厚钝边坡口角度错口接头名称对口形式壁厚钝边坡口角度错口不同心缺陷
对口时应在距接中心200mm处测量平衡度,其允许偏差为2mm
3•切口端面倾斜偏差不应大于管子外径的1%,且不得超过3mm4
管道焊接工艺:(1)材料要求:材质及规格须符合设计要求,有出厂合格证书及复试报告单
(2)焊条要求:药皮无裂纹、气孔等缺陷,焊接中电弧应燃烧稳定,熔化均匀,无成块脱落现象,使用需经烘干处理
(3)焊前准备:管口清理干净内壁应齐平,错边量不大于1mm,焊口装置牢固,采取必要措施防止焊接产生应力变形