*铜管施工工艺一、铜管的保护、铜管进场检验合格后,保管时必须圭寸住管的端部,最常用的方法是采用端盖封堵和缠胶带;、盘管必须竖放,以防止自重引起压缩变形;、必须用木支架等使铜管高于地面,以防尘、防水
二、铜管的加工、主要工具操作顺序、铜管的切割:采用铜管割刀垂直于管道轴线方向切断,操作时应缓慢地让铜管割刀夹紧铜管,割刀应顺时针旋转,逐渐转动割刀的进刀调节器逐渐进刀
在铜管不发生变形的情况下切断铜管
不能用锯条或砂轮切割机
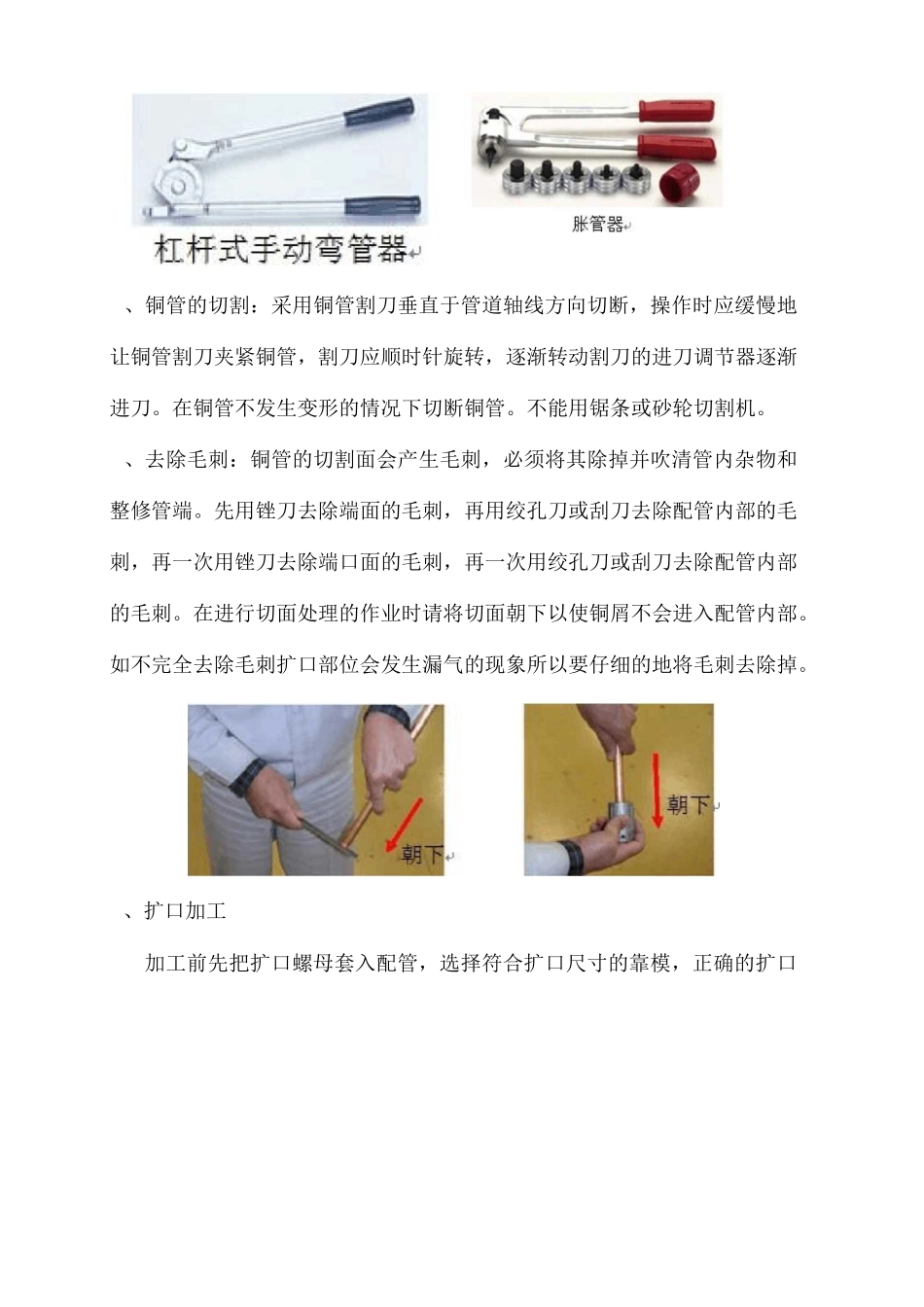
、去除毛刺:铜管的切割面会产生毛刺,必须将其除掉并吹清管内杂物和整修管端
先用锉刀去除端面的毛刺,再用绞孔刀或刮刀去除配管内部的毛刺,再一次用锉刀去除端口面的毛刺,再一次用绞孔刀或刮刀去除配管内部的毛刺
在进行切面处理的作业时请将切面朝下以使铜屑不会进入配管内部
如不完全去除毛刺扩口部位会发生漏气的现象所以要仔细的地将毛刺去除掉
、扩口加工加工前先把扩口螺母套入配管,选择符合扩口尺寸的靠模,正确的扩口尺寸应与连接管的尺寸基本相同
扩口尺寸的大小受如右图所示尺寸的影响
根据生产工具的厂家不同尺寸也会有所不同请加以注意
、弯管加工根据现场安装要求分为从配管右侧量取弯曲尺寸和从左侧量取尺()、从配管的右端或左端量取并标记所要弯曲的尺寸
()、将配管放入弯管器
将固定杠杆的『0』刻度与手柄上的零标记对齐没有零标记时与手柄前端对齐
()、一边调整配管一边将配管上标记处与手柄上的『』或『』对合()、按动手柄弯曲至所需的角度为止
应慢慢地进行弯折以使配管内侧不产生皱折和变形
弯曲角度不得超过90°手柄刖端4»手柄;④胀管过程中歲转配管进行矫正,以使配簷丕会岀现裂痕
;三、铜管的配管一定要按设计图、施工图施工
四、铜管的安装、铜管布置必须横平竖直,工整规范;、多根铜管平行布置时,间距要均匀;、两个分歧管之间的距离必须大于米以上;、分歧管分出支管后必须大于米以上才能转弯;、铜